
Study on the spatiotemporal distribution of coal flow in the scraper conveyor of fully mechanized mining face
-
摘要: 基于传感器的煤流特征研究受传感器监测范围有限的影响,无法对刮板输送机整机煤流特征进行研究;基于模型仿真的煤流特征研究缺乏对开采工艺的考虑,不能预测刮板输送机整机的煤流时空分布。针对综采工作面刮板输送机整机运载煤流特征难以监测的问题,结合综采工作面开采工艺,通过分析采煤机截割装载和刮板输送机运载煤流过程,建立了各工艺段下不同装载方式的刮板输送机瞬时装载体积、截面积的数学模型;将刮板输送机运载煤流过程划分为煤流平移和装载煤流叠加,基于有限元方法构建了综采工作面刮板输送机煤流时空分布预测模型。利用该模型仿真分析了开采工艺周期内刮板输送机的煤流时空分布特征:相比于中部正常截割阶段,端头截割阶段的煤流时空分布较为复杂;中部槽装载煤流的最大截面积出现在调换滚筒位置阶段;刮板输送机运载煤流体积在采煤机上行和下行过程中变化趋势相反,变化趋势由采煤机牵引方向决定。利用某矿工作面采煤机和刮板输送机实际运行数据作为模型的输入参数,根据预测的煤流时空分布计算过煤量,结果表明:过煤量预测结果与现场实测的变化趋势一致,累计过煤量预测误差为9.24%,在采煤机进刀过程和上行阶段的固定时间段内过煤量预测误差分别为13.19%和13.78%,证明了煤流时空分布预测模型的正确性。Abstract: Research on coal flow characteristics based on sensors is limited by the restricted monitoring range of sensors, making it impossible to study the coal flow characteristics of the entire scraper conveyor. Additionally, research on coal flow characteristics based on model simulations often lacks consideration of mining processes, preventing the prediction of the spatiotemporal distribution of coal flow across the entire scraper conveyor. To address the issue of difficulty in monitoring the coal flow characteristics of the entire scraper conveyor in a fully mechanized mining face, this study integrated the mining process of the fully mechanized face. By analyzing the processes of coal cutting and loading by the shearer and the coal transportation by the scraper conveyor, a mathematical model for the instantaneous loading volume and cross-sectional area of the scraper conveyor under different loading methods in various process segments was established. The coal flow transportation process of the scraper conveyor was divided into coal flow translation and loaded coal flow superposition, and a spatiotemporal distribution prediction model for coal flow on the fully mechanized face scraper conveyor was developed based on the finite element method. Using this model, the spatiotemporal distribution characteristics of coal flow on the scraper conveyor during the mining process cycle were analyzed through simulation. Compared to the normal cutting stage in the middle, the spatiotemporal distribution of coal flow was more complex during the cutting stage at the ends. The maximum cross-sectional area of the loaded coal flow in the middle trough occurred during the stage of drum swapping. The volume of coal flow transported by the scraper conveyor changed in opposite trends during the upward and downward movements of the shearer, with the trend determined by the shearer's traction direction. Actual operating data from a shearer and scraper conveyor in a mine were used as input parameters for the model, and the coal volume was calculated based on the predicted spatiotemporal distribution. The results showed that the predicted trend of coal volume was consistent with on-site measurements, with a cumulative coal volume prediction error of 9.24%. The coal volume prediction errors during the fixed time periods of the shearer's cutting process and upward movement stage were 13.19% and 13.78%, respectively, demonstrating the accuracy of the spatiotemporal distribution prediction model for coal flow.
-
0. 引言
刮板输送机是综采工作面的重要设备之一,其主要任务是运载采煤机截割的落煤[1]。采煤机截割工艺及滚筒截割高度变化导致割煤量实时变化,进而影响刮板输送机装煤量,使得装载的煤流分布不均[2]。而目前转载机基本是定速运行,煤流分布不均可能导致煤炭转载不及时,在刮板输送机机头出现堵塞、堆煤等故障。刮板输送机的自适应调速控制是解决以上问题的关键,而获得能够反映中部槽煤流截面积随时间和空间变化的煤流特征是实现自适应调速控制的基础[3-4]。
目前,广大学者基于传感器和模型仿真对刮板输送机煤流特征开展了相关研究。在基于传感器的煤流特征研究中,机器视觉技术[5-7]、超声波技术[8-9]、激光扫描技术[10-11]等被广泛应用于煤流监测,但受传感器监测范围有限的影响,只能获得小范围的煤流特征,无法对刮板输送机整机煤流特征进行研究。在基于模型仿真的煤流特征研究中,R. E. Betz等[12]分析了工作面中部直线段采煤机滚筒截割顶煤和底煤时,刮板输送机煤流的瞬时装载体积和截面积,通过仿真获得了工作面开采过程中刮板输送机运输的最大煤流质量;刘建伟等[13-14]根据采煤机采煤量及其与刮板输送机的相对运动关系,建立了刮板输送机的总煤流质量模型,定性分析了刮板输送机运输煤流质量随时间的变化特点;Wang Yanping等[15]根据采煤机生产率,分析了工作面中部直线段和端头弯曲段采煤机与刮板输送机的相对运动关系,建立了刮板输送机运载煤流质量模型,获得了刮板输送机运输煤流质量随时间的变化规律;O. Stoicuta等[1,16]建立了采煤机的采煤量模型和刮板输送机的煤流质量模型,进一步建立了煤流控制系统。模型仿真的方法可从理论上计算采煤机截割煤量,模拟刮板输送机运载煤流过程,预测中部槽各位置的煤流特征。但目前模型仿真缺乏对开采工艺的考虑,虽然部分学者提出了总运载煤流质量的预测方法,却忽略了运载过程煤流的装卸对总运载煤流质量的影响,未能预测刮板输送机整机的煤流时空分布。
为解决刮板输送机整机煤流时空分布的预测问题,本文结合综采工作面开采工艺,给出了不同装载方式在各工艺段的刮板输送机瞬时装载体积、截面积的数学模型,基于装载位置、装载长度和瞬时装载截面积建立了刮板输送机煤流时空分布预测模型,可实现对整机煤流时空分布的预测。
1. 瞬时装载体积
刮板输送机瞬时装载体积指单位时间装载煤流体积。在不同的装载方式和工艺段下,瞬时装载体积计算方法不同。根据煤流装载位置,将刮板输送机煤流装载方式分为前滚筒截割装载、后滚筒截割装载和刮板输送机推移浮煤装载。综采工作面主要采用端部斜切进刀的开采工艺[17-19],如图1所示,该工艺划分为工作面中部正常截割和端头截割,其中端头截割为采煤机进刀过程。
![]() 图 1 综采工作面端部斜切进刀开采工艺Figure 1. Inclined cutting feed mining technology at the end of fully mechanized mining face
图 1 综采工作面端部斜切进刀开采工艺Figure 1. Inclined cutting feed mining technology at the end of fully mechanized mining face1.1 工作面中部正常截割
综采工作面中部正常截割时,采煤机前滚筒截割顶煤,后滚筒截割底煤,刮板输送机跟随采煤机推移装载浮煤。
1.1.1 截割顶煤时的装载体积
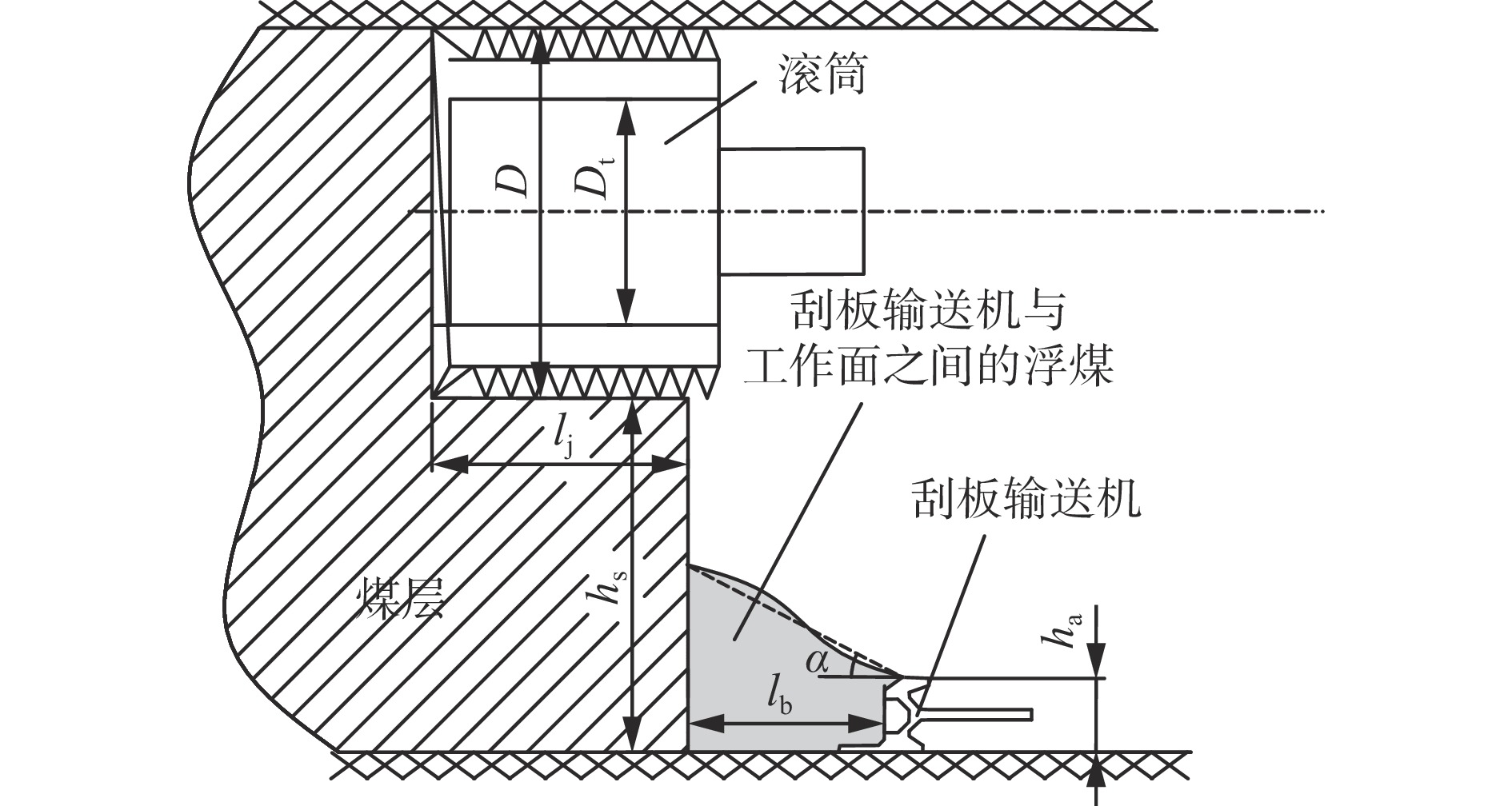
前滚筒截割顶煤时刮板输送机装载体积如图2所示。图中D为滚筒直径;Dt为筒毂直径;lb为刮板输送机至煤壁的距离,若考虑刮板输送机的直线度,则lb为以截割位置为因变量的函数;lj为采煤机截割深度,lj=lk−lb,其中lk为采煤机宽度;hs为截割顶煤后剩余的煤层高度,hs=hq−D/2,其中hq为前滚筒中心轴高度;α为煤的自然安息角;ha为中部槽高度。滚筒沿牵引方向推进,截齿截割煤壁,则滚筒瞬时截割顶煤的体积为
$$ {\mathrm{d}}{V_{11}} = {k_{\mathrm{m}}}D{l_{\mathrm{j}}}{v_{\mathrm{s}}}{\mathrm{d}}t $$ (1) 式中:km为煤岩碎胀系数;vs为采煤机牵引速度;t为采煤机截割时间。
![]() 图 2 截割顶煤时刮板输送机装载体积Figure 2. Loading volume of scraper conveyor during top coal cutting
图 2 截割顶煤时刮板输送机装载体积Figure 2. Loading volume of scraper conveyor during top coal cutting破落的煤炭被滚筒螺旋叶片旋转产生的轴向力推出煤壁,煤炭受重力作用落至刮板输送机与煤壁之间成为浮煤(图2阴影部分),由于煤炭为无黏性散料,存在自然安息角,所以浮煤堆积的边坡倾角大于自然安息角后,超出部分会滑落至刮板输送机上。因此刮板输送机与煤壁之间的瞬时浮煤体积为
$$ {\mathrm{d}}{V_{12}} \approx \left({h_{\mathrm{a}}} + \frac{1}{2}\tan \alpha \right){l_{\mathrm{b}}}{v_{\mathrm{s}}}{\mathrm{d}}t $$ (2) 则截割顶煤时刮板输送机瞬时装载体积为
$$ \begin{split} {\mathrm{d}}{V_1} = & {\mathrm{d}}{V_{11}} - {\mathrm{d}}{V_{12}} = \\ & \left[{k_{\mathrm{m}}}D{l_{\mathrm{j}}} - \left({h_{\mathrm{a}}} + \frac{1}{2}\tan \alpha \right){l_{\mathrm{b}}}\right]{v_{\mathrm{s}}}{\mathrm{d}}t \end{split}$$ (3) 1.1.2 截割底煤时的装载体积
截割底煤时刮板输送机装载体积如图3所示。滚筒截割底煤时截割的煤壁为前滚筒截割顶煤后的剩余煤壁,则滚筒瞬时截割底煤的体积为
$$ {\mathrm{d}}{V_{21}} = {k_{\mathrm{m}}}{h_{\mathrm{s}}}{l_{\mathrm{j}}}{v_{\mathrm{s}}}{\mathrm{d}}t $$ (4) ![]() 图 3 截割底煤时刮板输送机装载体积Figure 3. Loading volume of scraper conveyor during bottom coal cutting
图 3 截割底煤时刮板输送机装载体积Figure 3. Loading volume of scraper conveyor during bottom coal cutting破落的煤炭首先堆积在刮板输送机与煤壁之间,当堆积到一定量之后,受重力影响落到刮板输送机上,因此刮板输送机与煤壁之间的浮煤截面形状近似为五边形(图3阴影部分)。滚筒截割底煤的同时将部分截割顶煤时留下的浮煤装载到刮板输送机上,对比图2和图3的浮煤截面可知,装载到刮板输送机上的浮煤截面积为图3的β区域。根据装载浮煤的截面几何形状可知,装载到刮板输送机上的瞬时浮煤体积为
$$ {\mathrm{d}}{V_{22}} \approx \frac{1}{4}{\left({l_{\mathrm{b}}}\tan \alpha - \frac{{D - {D_{\mathrm{t}}}}}{2} + {h_{\mathrm{a}}}\right)^2}{v_{\mathrm{s}}}\cot \alpha {\mathrm{d}}t $$ (5) 则截割底煤时刮板输送机瞬时装载体积为
$$ \begin{split} {\mathrm{d}}{V_2} =& {\mathrm{d}}{V_{21}} + {\mathrm{d}}{V_{22}} = \Bigg[{k_{\mathrm{m}}}{h_{\mathrm{s}}}{l_{\mathrm{j}}} + \\ &\frac{1}{4}{\left({l_{\mathrm{b}}}\tan \alpha - \frac{{D - {D_{\mathrm{t}}}}}{2} + {h_{\mathrm{a}}}\right)^2}\cot \alpha \Bigg]{v_{\mathrm{s}}}{\mathrm{d}}t \end{split}$$ (6) 1.1.3 推移浮煤时的装载体积
刮板输送机向煤壁侧推移,在挤压力的作用下中间的浮煤被铲到刮板输送机上,由于刮板输送机本身存在一定高度,所以浮煤会剩余一部分。刮板输送机的推移距离取决于液压支架推移油缸活塞杆的伸缩距离,且推移距离约等于滚筒截割深度。根据工作面跟机推溜拉架的工艺要求[20-21],刮板输送机推移装载点(S弯)在采煤机牵引方向的移动速度理论上等于采煤机牵引速度。由式(2)和式(5)可得推移装载过程刮板输送机与煤壁之间的瞬时浮煤体积:
$$ \begin{split} {\mathrm{d}}{V_{31}} =& \left[\left({h_{\mathrm{a}}} + \frac{1}{2}\tan \alpha \right){l_b} -\right.\\ &\left.\frac{1}{4}{\left({l_{\mathrm{b}}}\tan \alpha - \frac{{D - {D_{\mathrm{t}}}}}{2} + {h_{\mathrm{a}}}\right)^2}\cot \alpha \right]{v_{\mathrm{s}}}{\mathrm{d}}t \end{split}$$ (7) 完成推溜后刮板输送机与煤壁之间的瞬时剩余浮煤体积为
$$ {\mathrm{d}}{V_{32}} = \frac{1}{2}h_{\mathrm{a}}^2{v_{\mathrm{s}}}\cot \alpha {\mathrm{d}}t $$ (8) 则推移刮板输送机时瞬时装载体积为
$$ \begin{split} {\mathrm{d}}{V_3} =& {\mathrm{d}}{V_{31}} - {\mathrm{d}}{V_{32}} = \left\{\left({h_{\mathrm{a}}} + \frac{1}{2}\tan \alpha \right){l_{\mathrm{b}}} -\right. \\ &\left. \left[\frac{1}{4}{\left({l_{\mathrm{b}}}\tan \alpha - \frac{{D - {D_{\mathrm{t}}}}}{2} + {h_{\mathrm{a}}}\right)^2} - \frac{1}{2}h_{\mathrm{a}}^2\right]\cot \alpha \right\}{v_{\mathrm{s}}}{\mathrm{d}}t \end{split} $$ (9) 1.2 工作面端头截割
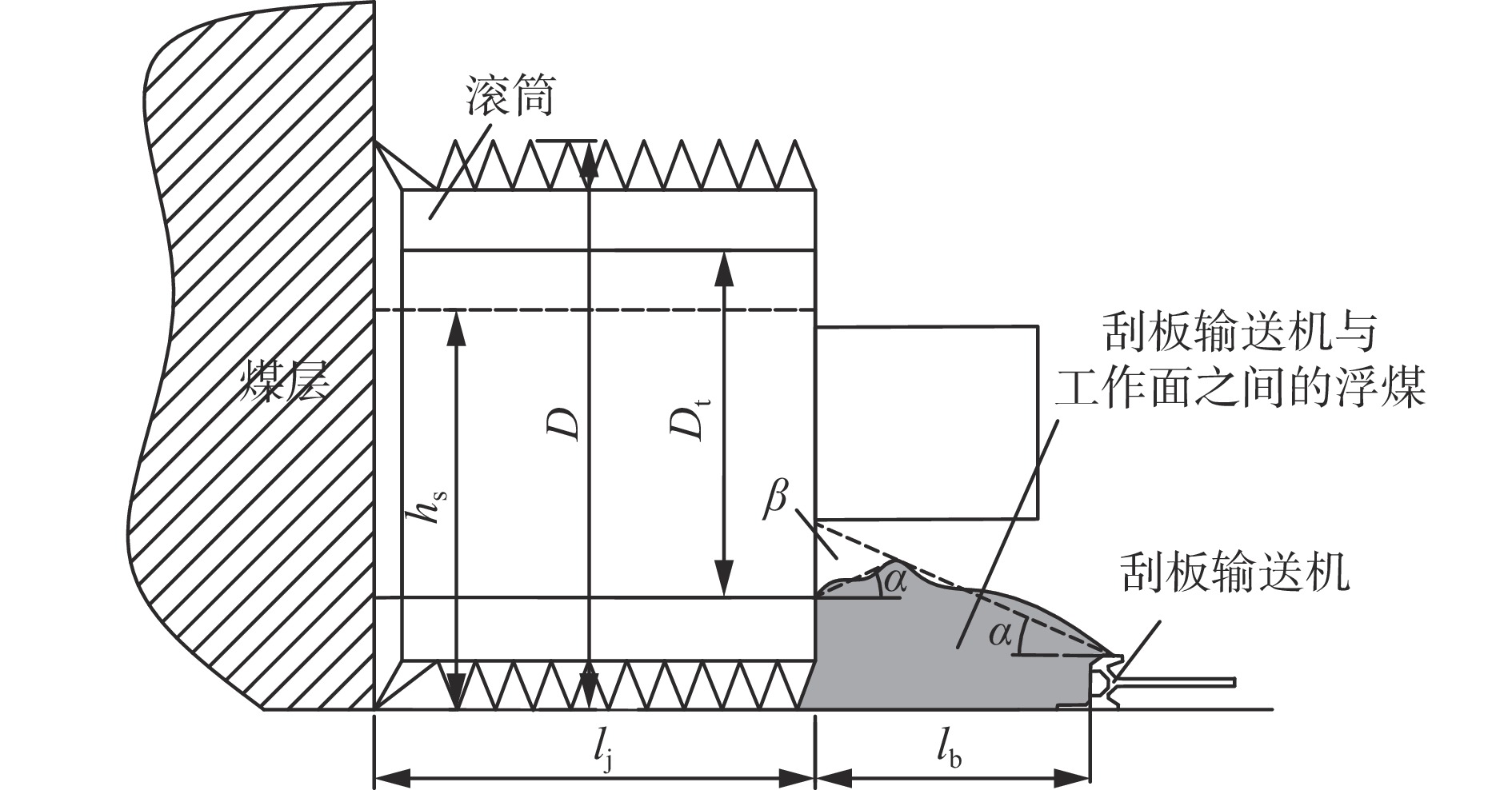
工作面端头采煤机截割工艺流程如图4所示。图中a—c为斜切三角煤阶段;e—g为折返截割三角煤阶段;i—k为扫底阶段;d和h为调换滚筒位置阶段。根据图4可得各工艺段采煤机前后滚筒割煤情况和推溜情况,见表1,包括截割顶煤、截割底煤、截割顶部三角煤、截割底部三角煤、截割弧形煤层和推移浮煤。截割顶煤、底煤和推移浮煤时的刮板输送机瞬时装载体积公式分别为式(3)、式(6)和式(9),因此本节不再分析。
表 1 工作面端头割煤和推溜情况Table 1. Coal cutting and pushing at the end of working face运行状态 前滚筒 后滚筒 推移浮煤 a 底部三角煤 底煤 否 b 底部三角煤 顶部三角煤 是 c 底煤 顶部三角煤 是 d 弧形煤层 空采 否 e 底部三角煤 顶煤 否 f 底部三角煤 顶部三角煤 否 g 底煤 顶部三角煤 否 h 弧形煤层 空采 否 i 空采 顶煤 否 j 空采 空采 是 k 空采 空采 是 截割三角煤与正常截割煤层的主要区别在于滚筒截割深度、刮板输送机至煤壁的距离与滚筒进入刮板输送机弯曲段的深度存在线性关系。截割三角煤时前滚筒的截割深度ljq和后滚筒的截割深度ljh分别为
$$ {l}_{{\mathrm{jq}}}=\left\{ \begin{array}{*{20}{l}}\left|{l}_{{\mathrm{q}}}-{l}_{{\mathrm{z}}}^{}\right|\mathrm{tan}\;\theta &斜切三角煤\\ \left|{l}_{{\mathrm{q}}}-{l}_{{\mathrm{z}}}^{}-{l}_{{\mathrm{w}}}\right|\mathrm{tan}\;\theta &折返截割三角煤\end{array} \right.$$ (10) $$ {l}_{{\mathrm{jh}}}=\left\{ \begin{array}{*{20}{l}}\left|{l}_{{\mathrm{h}}}-{l}_{{\mathrm{z}}}^{}\right|\mathrm{tan}\;\theta &斜切三角煤\\ \left|{l}_{{\mathrm{h}}}-{l}_{{\mathrm{z}}}^{}-{l}_{{\mathrm{w}}}\right|\mathrm{tan}\;\theta &折返截割三角煤\end{array} \right.$$ (11) 式中:lq和lh分别为截割三角煤时前后滚筒至机头部距离;lz为图4直线段1的长度;lw为刮板输送机弯曲段长度;tan θ=lj/lw。
滚筒截割三角煤时,前滚筒截割顶部三角煤时刮板输送机至煤壁的距离lbq和后滚筒截割底部三角煤时刮板输送机至煤壁的距离lbh分别为
$$ \left\{ \begin{gathered} {l_{{\mathrm{bq}}}} = {l_{\mathrm{j}}} - {l_{{\mathrm{jq}}}}{\text{ }} \\ {l_{{\mathrm{bh}}}} = {l_{\mathrm{j}}} - {l_{{\mathrm{jh}}}} \\ \end{gathered} \right. $$ (12) 1.2.1 截割顶部三角煤时的装载体积
与计算截割顶煤时的瞬时装载体积(式(3))同理,截割顶部三角煤时的瞬时装载体积为
$$ {\mathrm{d}}{V_4} = \left[{k_{\mathrm{m}}}D{l_{{\mathrm{jq}}}} - \left({h_{\mathrm{a}}} + \frac{1}{2}\tan \alpha \right){l_{{\mathrm{bq}}}}\right]{v_{\mathrm{s}}}{\mathrm{d}}t $$ (13) 滚筒开始截割顶部三角煤时截割深度较小,存在截割煤体积小于未装载浮煤体积的情况,此时没有煤炭装载到刮板输送机上。
1.2.2 截割底部三角煤时的装载体积
与计算截割底煤时的瞬时装载体积(式(6))同理,截割底部三角煤时的瞬时装载体积为
$$ {\mathrm{d}}{V_5} = \left[{k_{\mathrm{m}}}{h_{\mathrm{s}}}{l_{{\mathrm{jh}}}} + \frac{1}{4}{\left({l_{{\mathrm{bh}}}}\tan \alpha - \frac{{D - {D_{\mathrm{t}}}}}{2} + {h_{\mathrm{a}}}\right)^2}\cot \alpha \right]{v_{\mathrm{s}}}{\mathrm{d}}t $$ (14) 1.2.3 截割弧形煤层时的装载体积
截割弧形煤层即滚筒由截割顶煤位置(图2)调整至截割底煤位置(图3),截割弧形煤层的区域为滚筒经过区域。由于截割顶煤时刮板输送机与煤壁之间的浮煤体积已经达到刮板输送机与煤壁之间的间隙可容纳的最大量,所以随着滚筒下降,截割煤壁破落的煤炭将被完全装载到刮板输送机上,则滚筒截割煤的体积等于刮板输送机装载体积。摇臂调高转速由调高油缸的流量控制且不呈线性变化,设摇臂调高转速为ωy、长度为ly,则截割弧形煤层时的瞬时装载体积为
$$ {\mathrm{d}}{V_6} = {k_{\mathrm{m}}}D{l_{\mathrm{j}}}{\omega _{\mathrm{y}}}{l_{\mathrm{y}}}{\mathrm{d}}t $$ (15) 2. 瞬时装载截面积
根据瞬时装载体积和单位时间内采煤机和刮板链的相对移动距离,可得各装载方式下瞬时装载截面积。单位时间内,第i种装载方式装载的煤流体积dVi和刮板输送机新增的煤流体积dVf相等,即
$$ {\mathrm{d}}{V_i} = {\mathrm{d}}{V_{\mathrm{f}}} = {\mathrm{d}}{S _i}{\mathrm{d}}{x_{\rm{z}}} $$ (16) 式中:dSi为第i种装载方式的瞬时装载截面积;dxz为瞬时装载煤流的分布长度,即刮板链和采煤机的相对移动距离。
$$ {\mathrm{d}}{x}_{{\rm{z}}}=\left\{ \begin{array}{*{20}{l}}{x}_{{\mathrm{a}}}-{x}_{{\mathrm{s}}}\text{=(}{v}_{{\mathrm{a}}}-{v}_{{\mathrm{s}}}){\mathrm{d}}t & {v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相同\\ {x}_{{\mathrm{a}}}+{x}_{{\mathrm{s}}}\text{=(}{v}_{{\mathrm{a}}}+{v}_{{\mathrm{s}}}){\mathrm{d}}t&{v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相反\end{array} \right.$$ (17) 式中:xa和xs分别为单位时间内刮板链和采煤机的移动距离;va为刮板链移动速度。
联立式(16)和式(17),可得单位时间内第i种装载方式的瞬时装载截面积:
$$ {\mathrm{d}}{S}_{i}=\frac{{\mathrm{d}}{V}_{i}}{{\mathrm{d}}{x}_{{\mathrm{z}}}}=\left\{ \begin{array}{*{20}{l}}\dfrac{{\mathrm{d}}{V}_{i}}{\text{(}{v}_{{\mathrm{a}}}-{v}_{{\mathrm{s}}}){\mathrm{d}}t}&{v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相同\\ \dfrac{{\mathrm{d}}{V}_{i}}{\text{(}{v}_{{\mathrm{a}}}+{v}_{{\mathrm{s}}}){\mathrm{d}}t}&{v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相反\end{array} \right.$$ (18) 3. 煤流时空分布预测模型
刮板输送机煤流时空分布指中部槽上煤流截面积随时间和空间的变化,能够反映任意时刻刮板输送机任意位置的煤流截面积。利用建立的瞬时装载体积、截面积计算模型,模拟运载过程的煤流变化过程,可建立煤流时空分布预测模型。
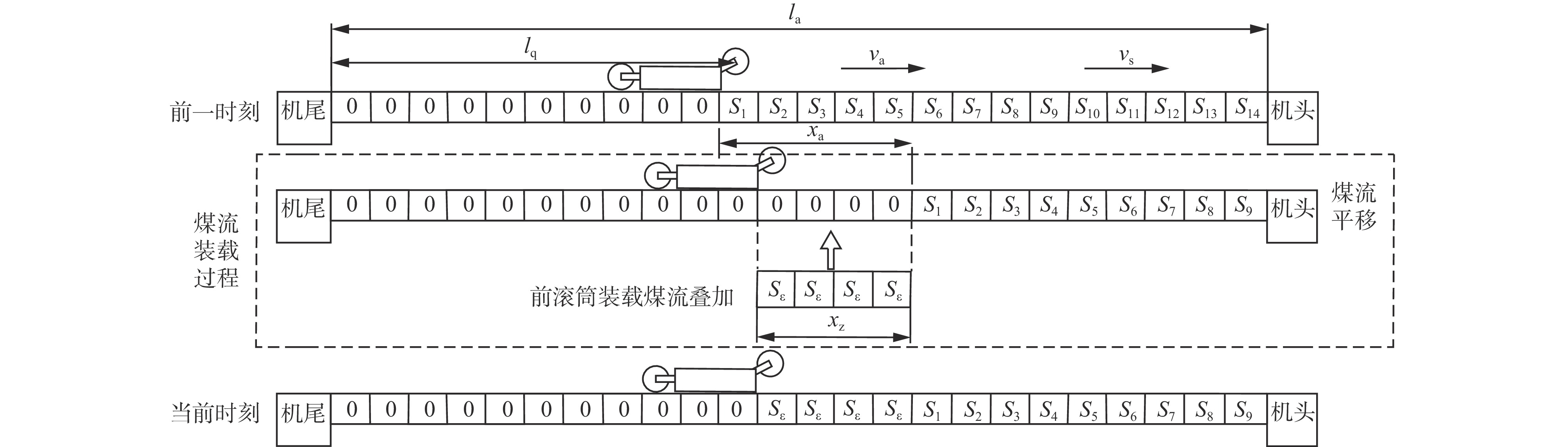
运载过程中刮板输送机每个时刻都在进行煤流的装载与卸载。3种装载方式的煤流运载过程类似,此处以前滚筒截割装载为例模拟煤流运载过程,其他2种装载方式同理。前滚筒截割装载时煤流运载过程如图5所示,图中la为刮板输送机长度,采用有限元方法将机身划分为若干等长度单元格,单元格中0表示单元长度机身上未装载煤流,Sn(0<n<15)表示第n个单元长度机身装载的煤流平均截面积。刮板输送机煤流装载过程需要经历煤流平移和装载煤流叠加。煤流平移是指前一时刻的煤流沿刮板链移动方向平移xa距离,机头溢出部分表示此部分煤流已被卸载,机尾不存在装煤情况,因此机尾端新增单元格的煤流截面积均为0。装载煤流叠加是指将单位时间内的分布长度为xz、平均截面积为Sε的装载煤流在装载位置处叠加到平移后的煤流上。
![]() 图 5 前滚筒截割时刮板输送机运载煤流过程Figure 5. Coal flow process of carried by scraper conveyor during front drum cutting
图 5 前滚筒截割时刮板输送机运载煤流过程Figure 5. Coal flow process of carried by scraper conveyor during front drum cutting煤流装载位置随采煤机机身位置变化而发生变化。采煤机前滚筒截割装载位置至机尾部的距离lq和采煤机后滚筒截割装载位置至机尾部的距离lh分别为
$$ \left\{ \begin{array}{*{20}{l}}{l}_{{\mathrm{q}}}={l}_{{\mathrm{s}}}\mp 0.5{l}_{{\mathrm{sh}}}&{v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相同为-、 相反为+\text{ }\\ {l}_{{\mathrm{h}}}={l}_{{\mathrm{s}}}\pm 0.5{l}_{{\mathrm{sh}}}&{v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相同为+、 相反为-\end{array}\right. $$ (19) 式中:ls为采煤机中心点至机尾部距离;lsh为采煤机两滚筒中心点距离。
刮板输送机推移浮煤装载位置至机尾部的距离为
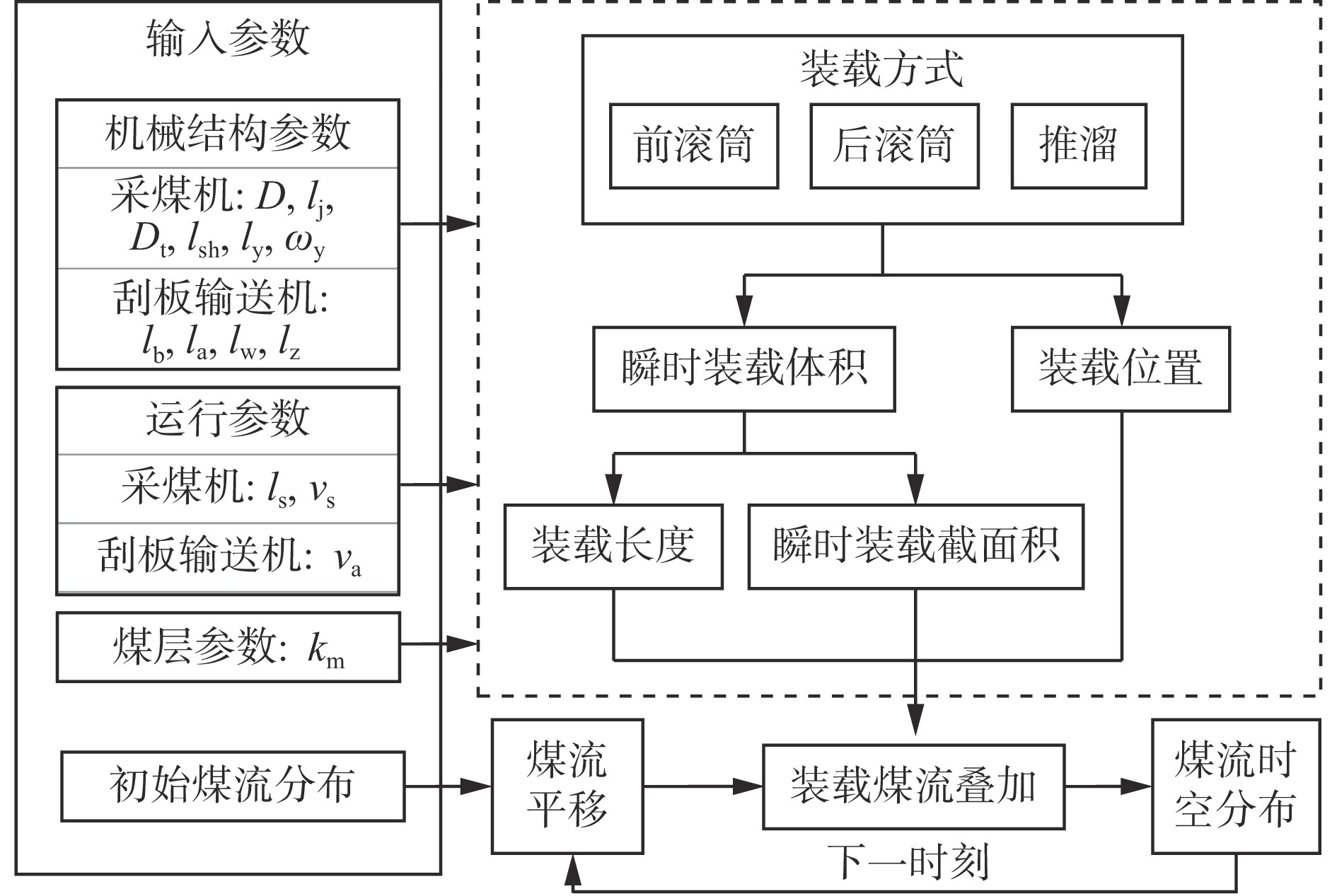
$$ {l}_{{\mathrm{t}}}={l}_{{\mathrm{s}}}\pm 0.5{l}_{{\mathrm{sh}}}\pm {l}_{{\mathrm{w}}}\quad \text{ }{v}_{{\mathrm{a}}}和{v}_{{\mathrm{s}}}方向相同为+、 相反为- $$ (20) 刮板输送机煤流时空分布预测模型如图6所示。根据采煤机、刮板输送机的机械结构参数和运行参数,按照式(3)、式(6)、式(9)、式(13)—式(15)计算前滚筒截割装载、后滚筒截割装载和刮板输送机推移浮煤装载3种装载方式的瞬时装载体积,按照式(17)计算装载长度,按照式(18)计算3种装载方式的瞬时装载截面积,利用式(19)、式(20)确定各装载方式的装载位置。初始煤流经过煤流平移后,根据3种装载方式的装载位置、装载长度、瞬时装载截面积完成装载煤流叠加,装载后的煤流分布作为初始煤流分布进行下一时刻的煤流平移,如此循环可得各个时刻的刮板输送机煤流分布。
![]() 图 6 刮板输送机煤流时空分布预测模型Figure 6. Prediction model of spatiotemporal distribution of coal flow in scraper conveyor
图 6 刮板输送机煤流时空分布预测模型Figure 6. Prediction model of spatiotemporal distribution of coal flow in scraper conveyor4. 仿真分析与实验验证
4.1 仿真分析
仿真模拟长度为300 m、煤层高度为5 m的综采工作面截割过程的煤流时空分布变化。工作面采煤机采用端部斜切进刀、往返1次截割2刀的开采工艺。工作面配套MG1000/2660−WD型滚筒采煤机和SGZ1200/2000型刮板输送机,具体仿真参数见表2。采煤机牵引速度为0.207 m/s,加速度为0.1 m/s2。采煤机滚筒截割顶煤时中心点高度为3.5 m,截割底煤时滚筒中心点高度为1.5 m。
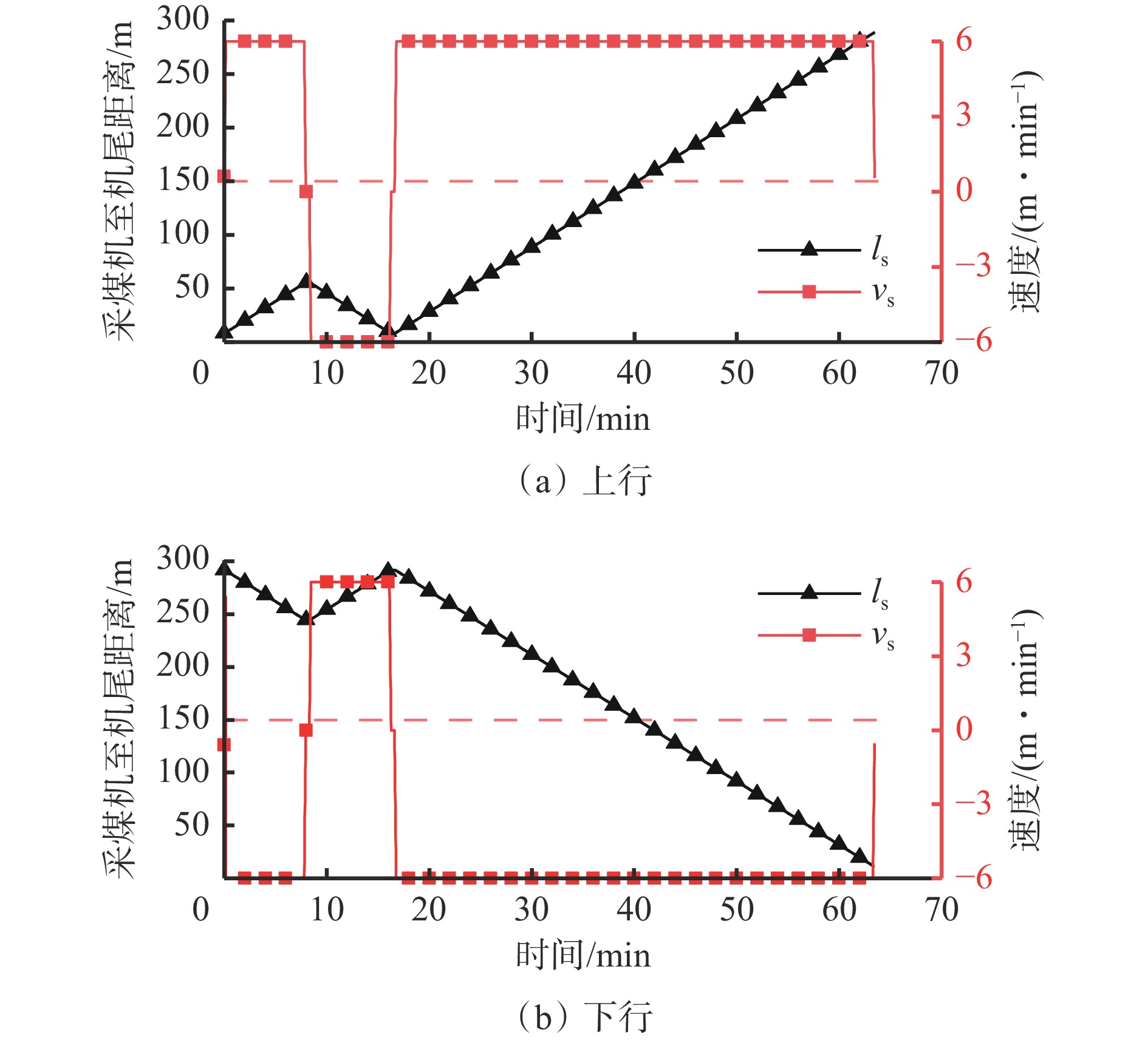
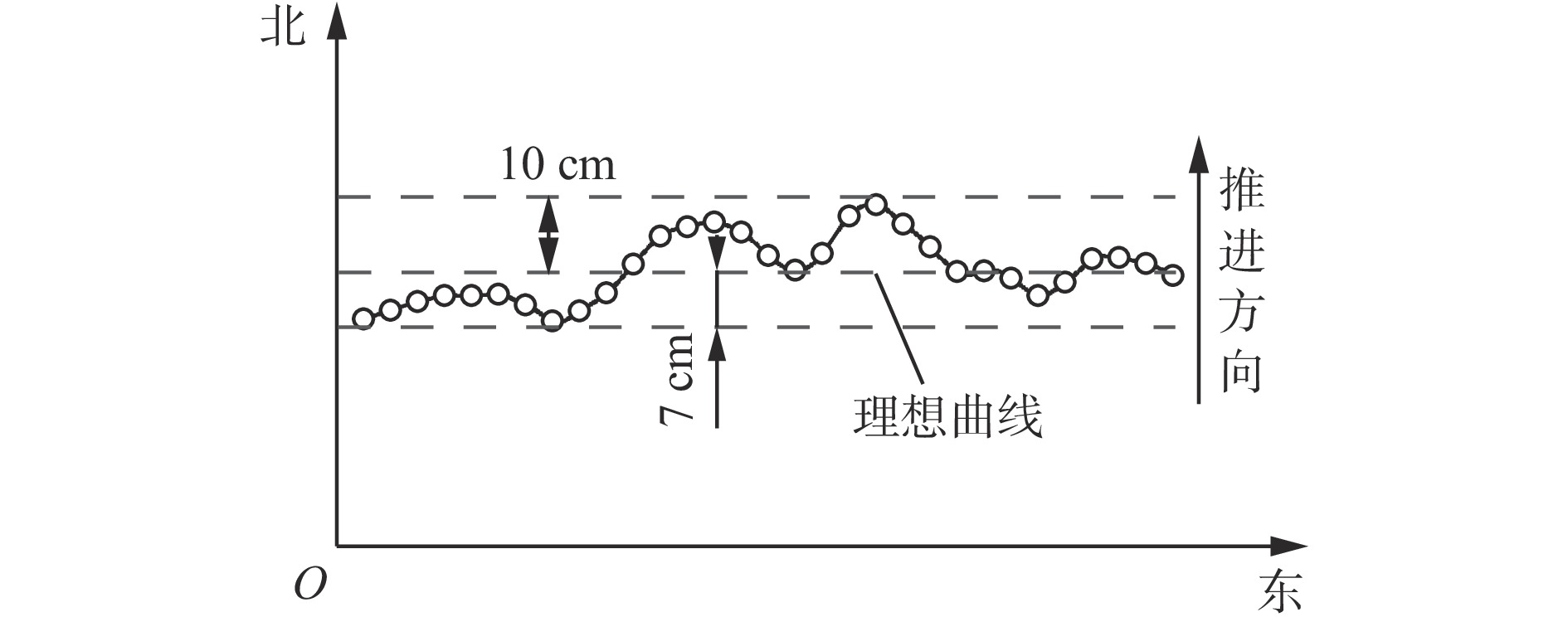
表 2 仿真参数Table 2. Simulation parameters参数 值 滚筒直径D/m 3 筒毂直径Dt/m 1.52 采煤机两滚筒中心点距离lsh/m 16.89 采煤机截割深度lj/m 0.865 刮板链移动速度va/(m·s−1) 0.9 刮板输送机长度la/m 300 中部槽高度ha/m 0.263 刮板输送机弯曲段长度lw/m 27 煤岩碎胀系数km 1.2 煤的自然安息角α/(°) 45 截割顶煤后剩余煤层高度hs/m 2 采煤机位置和速度的变化曲线如图7所示。刮板输送机水平方向的铺设曲线如图8所示,铺设曲线由理想曲线加上直线度误差获得,直线度误差符合正态分布且由Origin软件按照正态分布随机生成,推进方向直线度误差最大为10 cm,反方向直线度误差最大为7 cm。将以上参数作为煤流时空分布预测模型的输入参数进行仿真。
采煤机3种装载方式的瞬时装载截面积变化曲线如图9所示,图中左右2条虚线分别表示斜切三角煤和折返截割三角煤2个工艺段的结束时刻。从图9可看出,采煤机工作面端头截割阶段3种装载方式的瞬时装载截面积变化幅度较大。由于采煤机截割三角煤阶段滚筒截割深度与滚筒进入弯曲段长度呈线性递增关系,与刮板输送机至煤壁的距离呈线性递减关系,所以滚筒截割煤的体积随着滚筒进入弯曲段的长度递增而递增,剩余浮煤体积递减,由此造成截割三角煤过程中两滚筒瞬时装载截面积呈线性递增状态。上行阶段斜切三角煤过程最大瞬时装载截面积大于折返截割三角煤过程,下行阶段相反,同时上行过程中部正常截割阶段平均瞬时装载截面积(前滚筒截割装载:0.343 m2;后滚筒截割装载:0.259 m2;刮板输送机推移浮煤装载:0.05 m2)大于下行过程(前滚筒截割装载:0.274 m2;后滚筒截割装载:0.208 m2;刮板输送机推移浮煤装载:0.045 m2),这是由于在斜切三角煤和折返截割三角煤过程、上行和下行中部正常截割过程采煤机牵引方向相反,由式(18)可知采煤机牵引方向与刮板链移动方向相同时采煤机和刮板链的位移差较小,装载煤量相同的情况下位移差越小则瞬时装载截面积越大。在中部正常截割阶段,刮板输送机的铺设曲线影响采煤机滚筒的截割深度,导致截割煤体积变化,同时也影响中部槽与煤壁之间的距离,造成浮煤体积变化。在双重因素的影响下,刮板输送机铺设曲线直接影响瞬时装载截面积的变化。随着推进方向直线度误差的增加,前滚筒和后滚筒瞬时装载截面积均递增,而刮板输送机推移浮煤装载时装载的是煤壁与中部槽之间的浮煤,因此刮板输送机推移浮煤装载的瞬时装载截面积递减。
![]() 图 9 不同装载方式的瞬时装载截面积Figure 9. Instantaneous loading cross-sectional area of different loading modes
图 9 不同装载方式的瞬时装载截面积Figure 9. Instantaneous loading cross-sectional area of different loading modes开采工艺周期内刮板输送机煤流时空分布如图10所示。可看出中部槽上有无煤流运输的边界线与采煤机中心位置曲线变化趋势相同,这是由于刮板输送机运载的煤流主要由采煤机2个滚筒截割装载,同时装载煤流会被刮板链运输至机头卸载端。由于3种装载方式的装载位置均不相同,且刮板链每经过一个装载位置都会装载一部分煤炭,所以在有无煤流运输的边界线处呈现阶梯状煤流分布。煤流截面积的时空分布在端头截割工艺段波动较大,上行和下行的最大煤流截面积分别为0.82,0.69 m2,并且均发生在调换滚筒位置阶段。煤流截面积的时空分布在中部正常截割时比较稳定,但受刮板输送机直线度误差的影响,仍有较小的波动。
![]() 图 10 开采工艺周期内刮板输送机煤流时空分布Figure 10. Spatiotemporal distribution of coal flow in scraper conveyor during mining process cycle
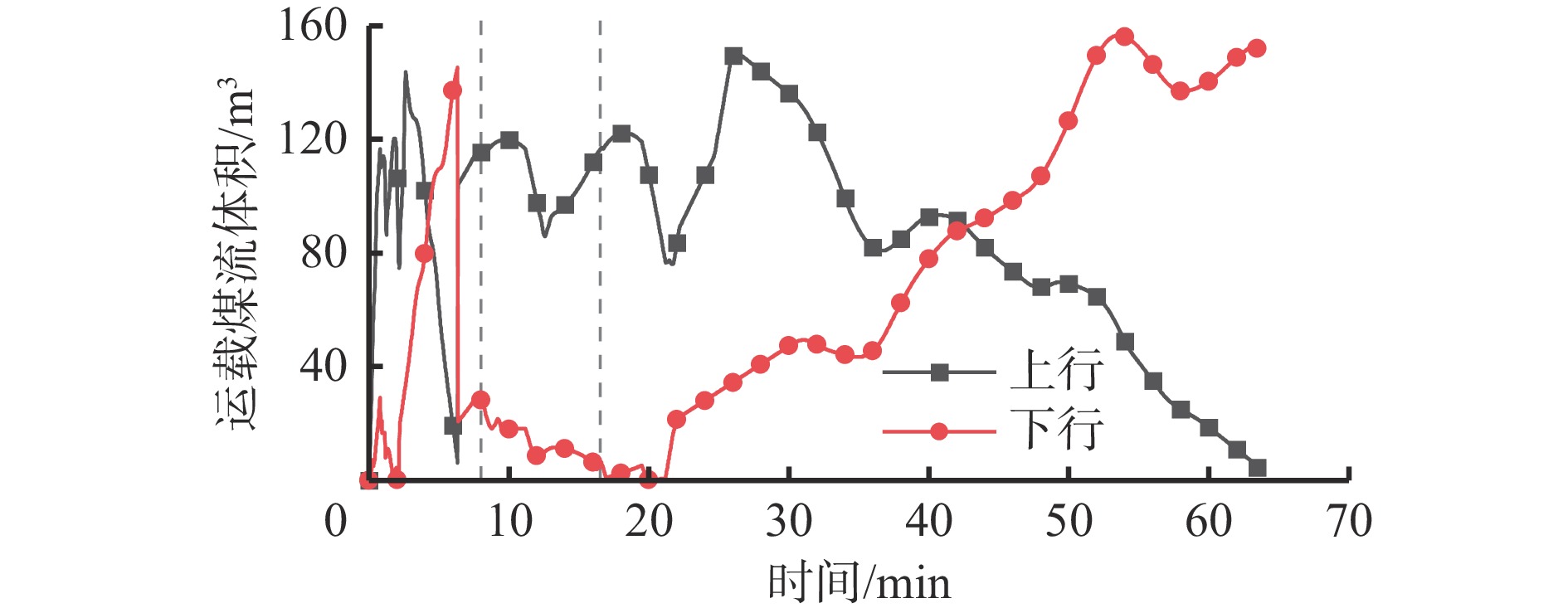
图 10 开采工艺周期内刮板输送机煤流时空分布Figure 10. Spatiotemporal distribution of coal flow in scraper conveyor during mining process cycle计算每个单元长度刮板输送机机身上煤流平均截面积与分布长度的乘积,可得每个单元长度机身装载的煤流体积,累加得到整机运载煤流体积,如图11所示。可看出端头截割过程运载煤流体积变化剧烈,由于上行过程采煤机初始位置位于机尾,中部槽装载煤流长度此时最大,所以上行相比于下行过程运载煤流体积整体相对较大;在工作面中部正常截割时,上行过程运载煤流体积呈递增趋势,下行时呈递减趋势,由于刮板输送机直线度误差变化导致上行和下行过程运载煤流体积均出现波动。
4.2 实验验证
在某煤矿综采工作面采集采煤机和刮板输送机的运行数据及带式输送机的过煤量,将现场采煤机和刮板输送机的运行数据作为刮板输送机煤流时空分布预测模型的输入参数,仿真预测煤流时空分布并计算过煤量,通过对比预测的过煤量和实际过煤量来验证模型的正确性。
工作面采煤机型号为MG650/1670−WD,刮板输送机型号为SGZ1000/1710,工作面设备参数见表3。
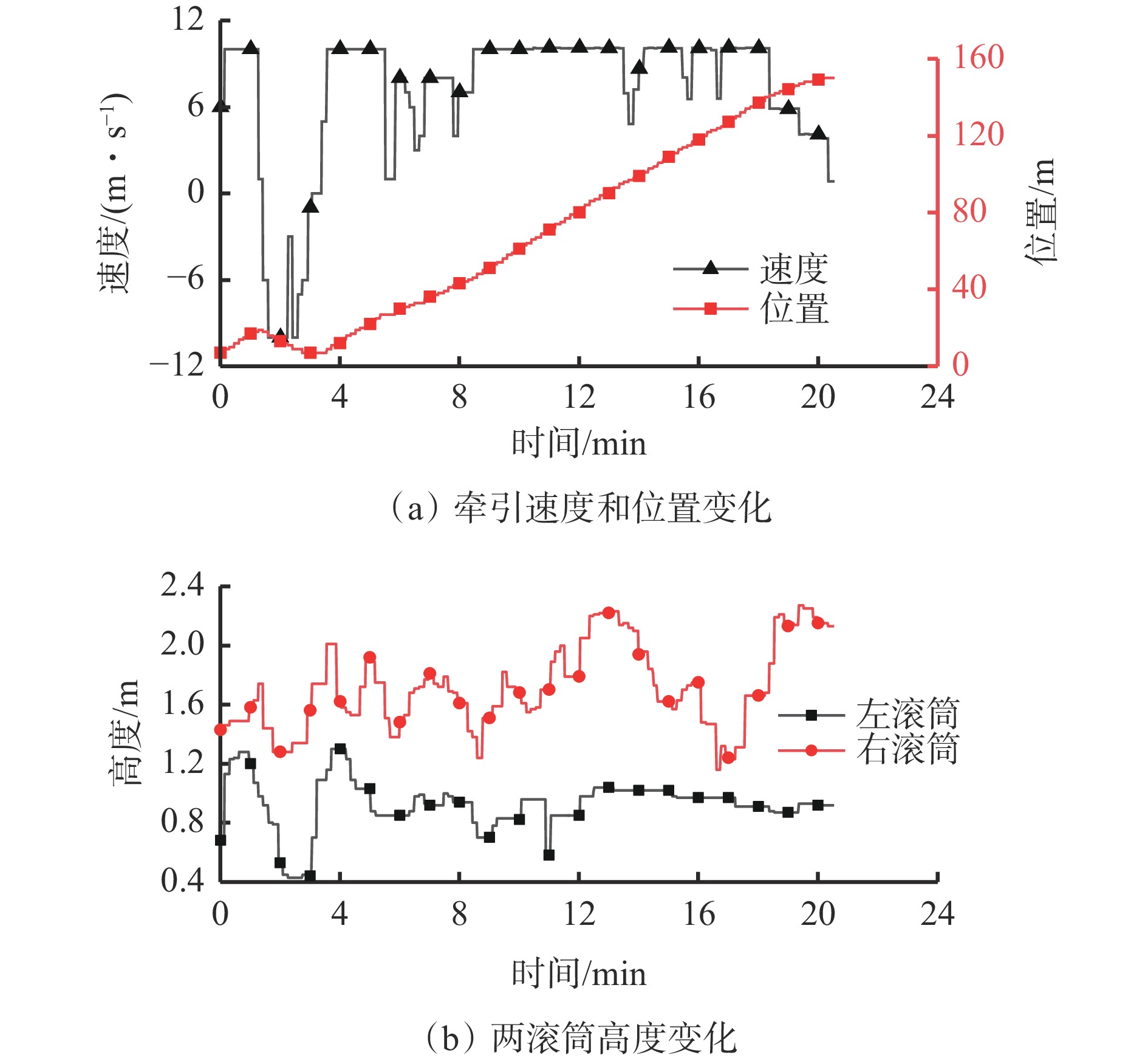
表 3 工作面设备参数Table 3. Equipment parameters of working face参数 值 滚筒直径D/m 2.24 筒毂直径Dt/m 1.1 采煤机两滚筒中心点距离lsh/m 12.75 采煤机截割深度lj/m 0.80 刮板输送机与煤壁之间的距离lb/m 0.48 刮板输送机长度la/m 220 中部槽高度ha/m 0.345 煤岩碎胀系数km 1.2 煤的自然安息角α/(°) 45 采煤机状态参数变化曲线如图12所示。刮板输送机以0.628 m/s的速度匀速运行。
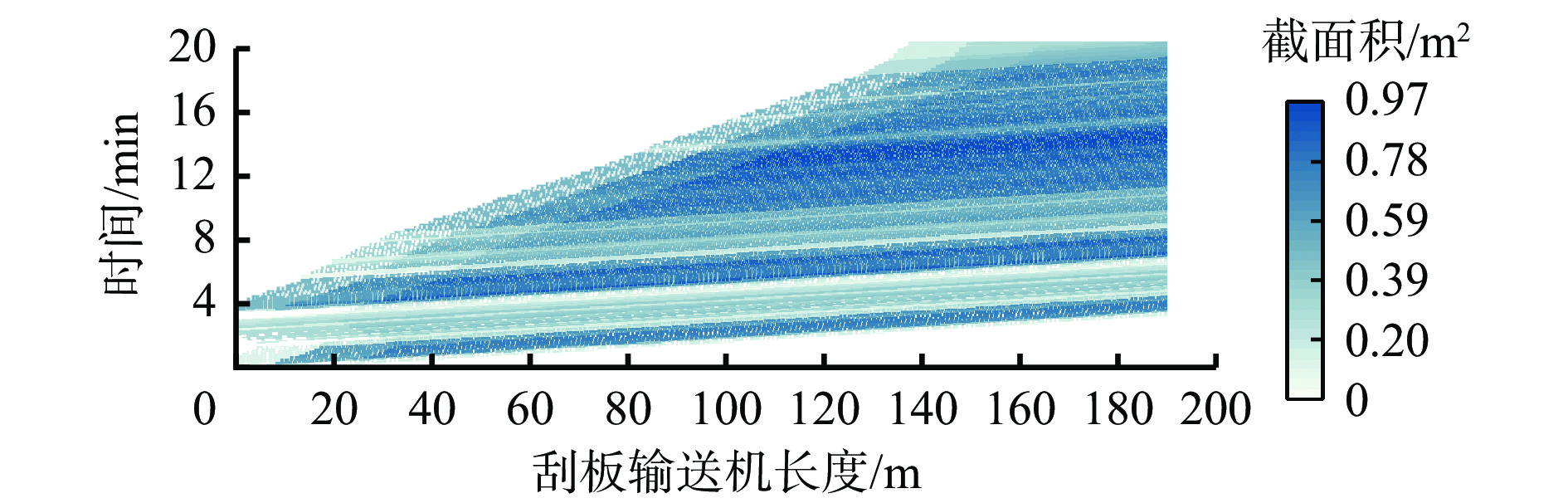
以表3和图12中采煤机和刮板输送机的相关参数作为煤流时空分布预测模型的输入参数,从而获得刮板输送机煤流时空分布,如图13所示。
根据图13的煤流时空分布,计算刮板输送机过煤量:
$$ M = \int {\rho {S_{\mathrm{t}}}{v_{\mathrm{a}}}} {\mathrm{d}}t $$ (21) 式中:ρ为煤炭密度;St为机头卸载端瞬时装载截面积。
![]() 图 13 刮板输送机煤流时空分布仿真结果Figure 13. Simulation result of spatiotemporal distribution of coal flow in scraper conveyor
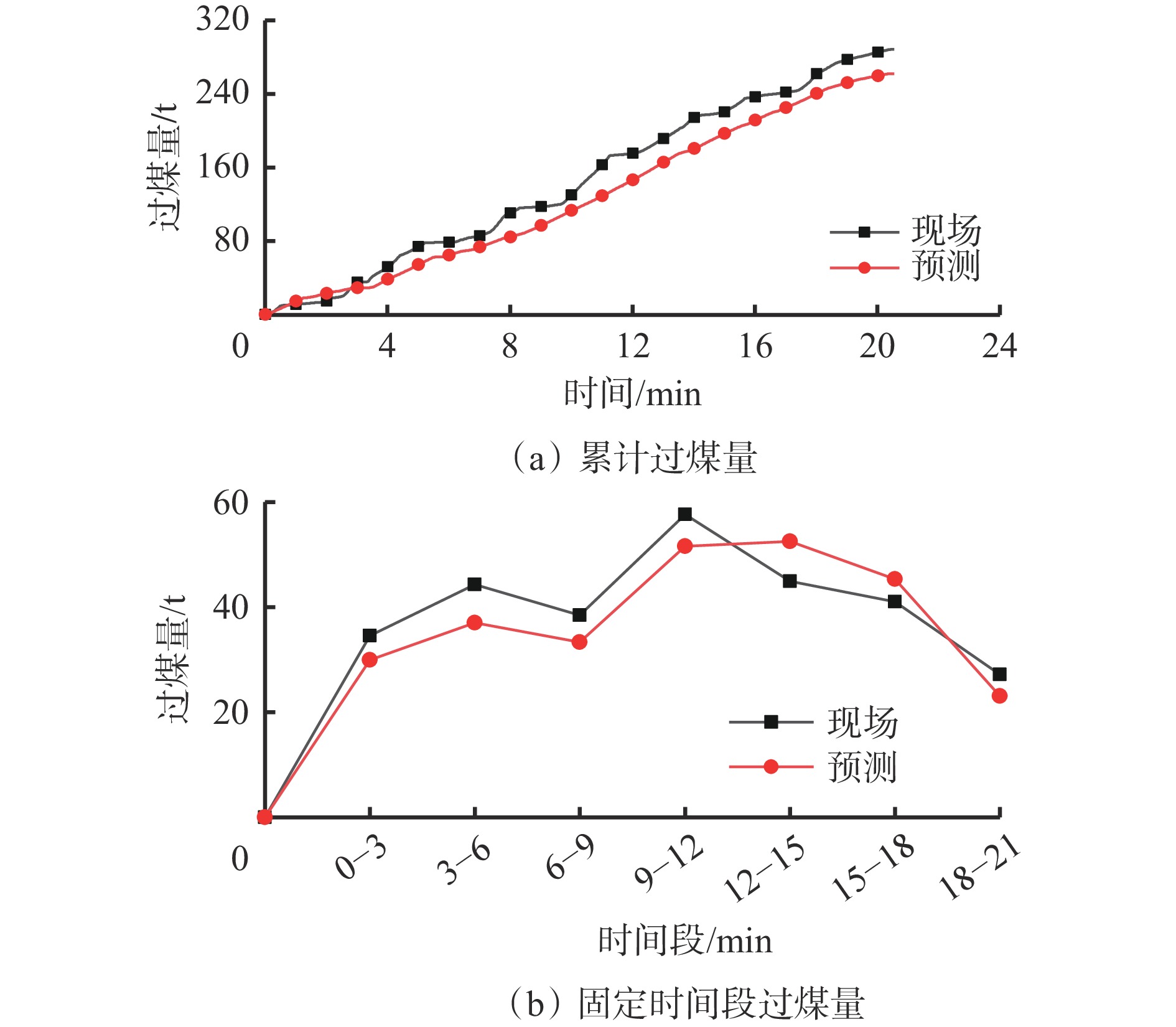
图 13 刮板输送机煤流时空分布仿真结果Figure 13. Simulation result of spatiotemporal distribution of coal flow in scraper conveyor刮板输送机累计过煤量预测结果如图14(a)所示。可看出累计过煤量预测结果和现场数据变化趋势相同,但因现场各种无法预测的突发情况致使现场数据出现微小波动,而预测结果则较为平稳;现场过煤量为288.61 t,预测结果为261.92 t,误差为9.24%。为尽量避免现场刮板输送机运输中不确定性因素对结果的影响,以3 min为限计算各时间段的过煤量,如图14(b)所示。可看出进刀过程(0~3 min)平均误差为13.19%,上行阶段(3~21 min)平均误差为13.78%,总体平均误差为13.69%,预测结果与现场数据整体变化趋势相同且误差不到20%。
![]() 图 14 过煤量预测与实际结果对比Figure 14. Comparison between forecasted and actual coal throughput results
图 14 过煤量预测与实际结果对比Figure 14. Comparison between forecasted and actual coal throughput results5. 结论
1) 通过分析采煤机截割装载和刮板输送机运载煤流过程,建立了各工艺段刮板输送机不同装载方式的瞬时装载体积、截面积的数学模型;将刮板输送机运载煤流过程划分为煤流平移和装载煤流叠加,采用有限元方法建立了刮板输送机煤流时空分布预测模型。
2) 利用刮板输送机煤流时空分布预测模型仿真分析了开采工艺周期内刮板输送机的煤流时空分布特征:当前时刻煤流分布由当前时刻装载体积与前一时刻煤流分布决定;端头截割阶段由于工艺段的复杂性导致刮板输送机煤流时空分布较复杂;进刀过程两滚筒瞬时装载截面积随着滚筒进入弯曲段长度的增大线性递增;中部槽装载煤流最大截面积出现在调换滚筒位置阶段;刮板输送机运载煤流体积在采煤机上行和下行过程中变化趋势相反,变化趋势由采煤机牵引方向决定。
3) 根据刮板输送机煤流时空分布预测模型获得的过煤量预测结果和现场实测的变化趋势相同且整体误差为9.24%,固定时间段内平均误差为13.69%,证明了模型的正确性。
4) 采用有限元建模方法导致建立的煤流时空分布预测模型在煤流动态运载过程存在不连续性,虽减小划分的单元格长度可减小不连续性对预测精度的影响,但大大增加了模型的中间变量和计算复杂度,因此今后将在不增加计算复杂度的前提下,从模型连续性角度研究模型预测精度提升方法。
-
![]()
图 1 综采工作面端部斜切进刀开采工艺
Figure 1. Inclined cutting feed mining technology at the end of fully mechanized mining face
![]()
图 2 截割顶煤时刮板输送机装载体积
Figure 2. Loading volume of scraper conveyor during top coal cutting
![]()
图 3 截割底煤时刮板输送机装载体积
Figure 3. Loading volume of scraper conveyor during bottom coal cutting
![]()
图 5 前滚筒截割时刮板输送机运载煤流过程
Figure 5. Coal flow process of carried by scraper conveyor during front drum cutting
![]()
图 6 刮板输送机煤流时空分布预测模型
Figure 6. Prediction model of spatiotemporal distribution of coal flow in scraper conveyor
![]()
图 9 不同装载方式的瞬时装载截面积
Figure 9. Instantaneous loading cross-sectional area of different loading modes
![]()
图 10 开采工艺周期内刮板输送机煤流时空分布
Figure 10. Spatiotemporal distribution of coal flow in scraper conveyor during mining process cycle
![]()
图 13 刮板输送机煤流时空分布仿真结果
Figure 13. Simulation result of spatiotemporal distribution of coal flow in scraper conveyor
![]()
图 14 过煤量预测与实际结果对比
Figure 14. Comparison between forecasted and actual coal throughput results
表 1 工作面端头割煤和推溜情况
Table 1 Coal cutting and pushing at the end of working face
运行状态 前滚筒 后滚筒 推移浮煤 a 底部三角煤 底煤 否 b 底部三角煤 顶部三角煤 是 c 底煤 顶部三角煤 是 d 弧形煤层 空采 否 e 底部三角煤 顶煤 否 f 底部三角煤 顶部三角煤 否 g 底煤 顶部三角煤 否 h 弧形煤层 空采 否 i 空采 顶煤 否 j 空采 空采 是 k 空采 空采 是  下载: 导出CSV
下载: 导出CSV
表 2 仿真参数
Table 2 Simulation parameters
参数 值 滚筒直径D/m 3 筒毂直径Dt/m 1.52 采煤机两滚筒中心点距离lsh/m 16.89 采煤机截割深度lj/m 0.865 刮板链移动速度va/(m·s−1) 0.9 刮板输送机长度la/m 300 中部槽高度ha/m 0.263 刮板输送机弯曲段长度lw/m 27 煤岩碎胀系数km 1.2 煤的自然安息角α/(°) 45 截割顶煤后剩余煤层高度hs/m 2
下载: 导出CSV
表 3 工作面设备参数
Table 3 Equipment parameters of working face
参数 值 滚筒直径D/m 2.24 筒毂直径Dt/m 1.1 采煤机两滚筒中心点距离lsh/m 12.75 采煤机截割深度lj/m 0.80 刮板输送机与煤壁之间的距离lb/m 0.48 刮板输送机长度la/m 220 中部槽高度ha/m 0.345 煤岩碎胀系数km 1.2 煤的自然安息角α/(°) 45
下载: 导出CSV
-
[1] STOICUTA O,PANA T. Modeling and simulation of the coal flow control system for the longwall scraper conveyor[J]. Annals of the University of Craiova,2016(40):101-108.
[2] 郭忠平,马其华,辛恒奇. 煤矿开采新技术[M]. 徐州:中国矿业大学出版社,1999. GUO Zhongping,MA Qihua,XIN Hengqi. New technology of coal mining[M]. Xuzhou:China University of Mining & Technology Press,1999.
[3] 刘庆华,马柯峰. 刮板输送机智能控制技术现状与展望[J]. 智能矿山,2022,3(3):10-16. LIU Qinghua,MA Kefeng. Present situation and prospect of intelligent control technology for scraper conveyor[J]. Journal of Intelligent Mine,2022,3(3):10-16.
[4] 葛世荣,郝尚清,张世洪,等. 我国智能化采煤技术现状及待突破关键技术[J]. 煤炭科学技术,2020,48(7):28-46. GE Shirong,HAO Shangqing,ZHANG Shihong,et al. Status of intelligent coal mining technology and potential key technologies in China[J]. Coal Science and Technology,2020,48(7):28-46.
[5] WANG Yuan,GUO Wei,ZHAO Shuanfeng,et al. A scraper conveyor coal flow monitoring method based on speckle structured light data[J]. Applied Sciences,2022,12(14). DOI: 10.3390/app12146955.
[6] 逯圣辉. 基于机器视觉的带式输送机动态煤量计量研究[D]. 邯郸:河北工程大学,2020. LU Shenghui. Research on dynamic coal quantity measurement of belt conveyor based on machine vision[D]. Handan:Hebei University of Engineering,2020.
[7] 孟凡芹,王耀才. 煤矿井下带式输送机煤流图像识别方法的研究[J]. 煤炭学报,2003,28(1):91-95. MENG Fanqin,WANG Yaocai. Study of the methods for recognizing the coal flow image of coal mine's conveyer belt[J]. Journal of China Coal Society,2003,28(1):91-95.
[8] ZHANG Li,HE Rongjun. A multi points ultrasonic detection method for material flow of belt conveyor[C]. Young Scientists Forum,Shanghai,2018. DOI: 10.1117/12.2317513.
[9] 张丽. 一种带式输送机物料流量多点超声检测方法[J]. 工矿自动化,2017,43(5):62-65. ZHANG Li. A multi points ultrasonic detection method for material flow of belt conveyor[J]. Industry and Mine Automation,2017,43(5):62-65.
[10] 胡而已,叶兰,孙益壮,等. 综放工作面放煤量激光扫描自适应监测技术研究[J]. 中国煤炭,2022,48(11):57-66. HU Eryi,YE Lan,SUN Yizhuang,et al. Study on laser scanning adaptive monitoring technology for coal caving volume in fully mechanized top-coal caving face[J]. China Coal,2022,48(11):57-66.
[11] 胡而已. 基于激光扫描的综放工作面放煤量智能监测技术[J]. 煤炭科学技术,2022,50(2):244-251. HU Eryi. Intelligent monitoring technology of coal caving in fully-mechanized caving face based on laser scanning[J]. Coal Science and Technology,2022,50(2):244-251.
[12] BETZ R E,BROADFOOT A. Mechanical modelling of the armoured face conveyor of a longwall mining system[R]. Callaghan:University of Newcastle,1994.
[13] 刘建伟,韩存地,刘安强,等. 刮板输送机煤流动态分布模型[J]. 矿山机械,2022,50(4):1-6. LIU Jianwei,HAN Cundi,LIU Anqiang,et al. Model of dynamic coal flow distribution on scraper conveyor[J]. Mining & Processing Equipment,2022,50(4):1-6.
[14] 刘建伟. 刮板输送机煤量分布计算及煤层高度控制[J]. 新疆有色金属,2022,45(2):69-70. LIU Jianwei. Coal quantity distribution calculation and coal seam height control of scraper conveyor[J]. Xingjiang Youse Jinshu,2022,45(2):69-70.
[15] WANG Yanping,WANG Shaoying. Coordinated speed planning strategy of scraper conveyor and shearer based on scraper conveyor loads analysis[J]. IOP Conference Series:Earth and Environmental Science,2019,267(4). DOI: 10.1088/1755-1315/267/4/042044.
[16] STOICUTA O,PANA T,MANDRESCU C. The control system analysis of the coal flow on the scrapers conveyor in a longwall mining system[C]. International Conference on Applied and Theoretical Electricity,Craiova,2016:1-10.
[17] 王力军,王会枝,吴宗泽. 煤矿综采工作面“三机”联动控制策略研究[J]. 煤矿机械,2015,36(3):90-91. WANG Lijun,WANG Huizhi,WU Zongze. Fully mechanized coal mining face in fewer people "three machine" linkage control strategy[J]. Coal Mine Machinery,2015,36(3):90-91.
[18] 李旺年. 基于虚拟现实技术的综采“三机”联动过程仿真[D]. 西安:西安科技大学,2014. LI Wangnian. Fully mechanized "three-machine" linkage process simulation based on virtual reality technology[D]. Xi'an:Xi'an University of Science and Technology,2014.
[19] 张丽丽,谭超,王忠宾,等. 基于遗传算法的采煤机记忆截割路径优化[J]. 煤炭工程,2011,43(2):111-113. ZHANG Lili,TAN Chao,WANG Zhongbin,et al. Optimization of memory cutting path of shearer based on genetic algorithm[J]. Coal Engineering,2011,43(2):111-113.
[20] 王世博,张辉. 综采工作面推移动力学模型与仿真分析[J]. 机械工程学报,2022,58(7):117-130. DOI: 10.3901/JME.2022.07.117 WANG Shibo,ZHANG Hui. Dynamic model and simulation analysis of advancement of fully mechanized mining face[J]. Journal of Mechanical Engineering,2022,58(7):117-130. DOI: 10.3901/JME.2022.07.117
[21] 付翔,王然风,赵阳升. 液压支架群组跟机推进行为的智能决策模型[J]. 煤炭学报,2020,45(6):2065-2077. FU Xiang,WANG Ranfeng,ZHAO Yangsheng. Intelligent decision-making model on the of hydraulic supports group advancing behavior to follow shearer[J]. Journal of China Coal Society,2020,45(6):2065-2077.



计量
- 文章访问数: 133
- HTML全文浏览量: 44
- PDF下载量: 29
