图1 改进提升机自动控制系统整体结构
Fig.1 The overall structure of automatic control system of hoist
孟晓兰
(天地科技股份有限公司, 北京 100013)
摘要:针对梧桐庄矿原提升机电控系统存在运载能力不足、安全可靠性不高、自动化控制程度较低等问题,提出了一种提升机自动控制系统改进方案,介绍了该方案中电动机变频调速系统、基于现场总线的通信系统和安全监控系统等的关键技术原理。应用结果表明,改进后的系统与原系统相比,电动机定子平均温度下降约10 ℃,转子平均温度下降约20 ℃,且定子绕组中的测温元件和水冷单元都有助于降低电动机运行故障率;运行速度可达10 m/s,单钩运行时间约为135 s,提升载荷达到设计要求的25 t;采用Profibus和多层次体系构架设计,各功能模块、通信接口、系统服务和系统监控等隶属不同层级,保障了系统的可靠性和扩展性。
关键词:矿井提升机; 电控系统; 自动控制; 变频调速; 现场总线通信; 安全监控
作为煤矿生产的核心设备之一,提升机的提升效率和安全性能是煤矿生产的重要环节。直流和交流电动机均可用于提升机电控系统中,直流电动机调速性能好、范围广且易于实现四象限运行,但存在如下缺点:对电网无功冲击大,会产生较大启动降压;高次谐波会引起交流电网电压正弦波形畸变,干扰其他用电设备;运行功率因数低;基础费用高。交流电动机尤其是笼型异步电动机结构简单、价格低廉、坚固耐用,能做成高速大容量且可用于恶劣环境,但减速制动多使用能耗制动。随着直流转矩控制和交流传动矢量控制技术的出现和成熟应用,复杂提升机系统采用融合直流调速诸多优点的交流调速系统和具有四象限性能的交-直-交变频调速系统[1-2]。同时电力电子技术、大规模集成电路、计算机控制技术、网络通信的快速发展及其在煤矿机电一体化产品中的合理应用和技术升级,为数字化、自动化矿井动态安全管理奠定了基础。
冀中能源峰峰集团有限公司梧桐庄矿原设计产量为1.2 Mt/a,2010年新开凿2号主井,设计产量为4.0 Mt/a,2号主井井筒直径为6 m,装备了一对25 t四绳立井多绳提煤箕斗、JKMD-4.5*4(Ⅲ)E型多绳摩擦轮提升机、TDBS4200-24型同步电动机和变频电控各一套,担负提升任务。原提升机电控系统未能全速全载,不能满足设计要求;安全性得不到保障,电动机存在隐患;系统功能不完善,不能实现自动化;各子系统和主控系统相互独立,采用I/O端口和模拟信号连接模式居多[3-4],信号传输量大、可靠性差,导致系统复杂,信息传递受到严重限制;容易形成信息孤岛,使得上位机监控能力差,不利于故障诊断和检测,难以满足提升机自动化控制的需求。因此,有必要对原提升机电控系统进行改进。
为了提高安全可靠性、提升能力与节能降耗,改进提升机自动控制系统采用“全数字交-直-交中压变频调速控制系统+中压变频同步电动机+PLC行程监控和操作控制+多线制监视系统和安全回路+上位工控管理计算机及远程智能监控和诊断系统”模式,主要完成操控提升机运行方式、保护系统安全运行、监控和诊断系统中设备工作状况等功能。
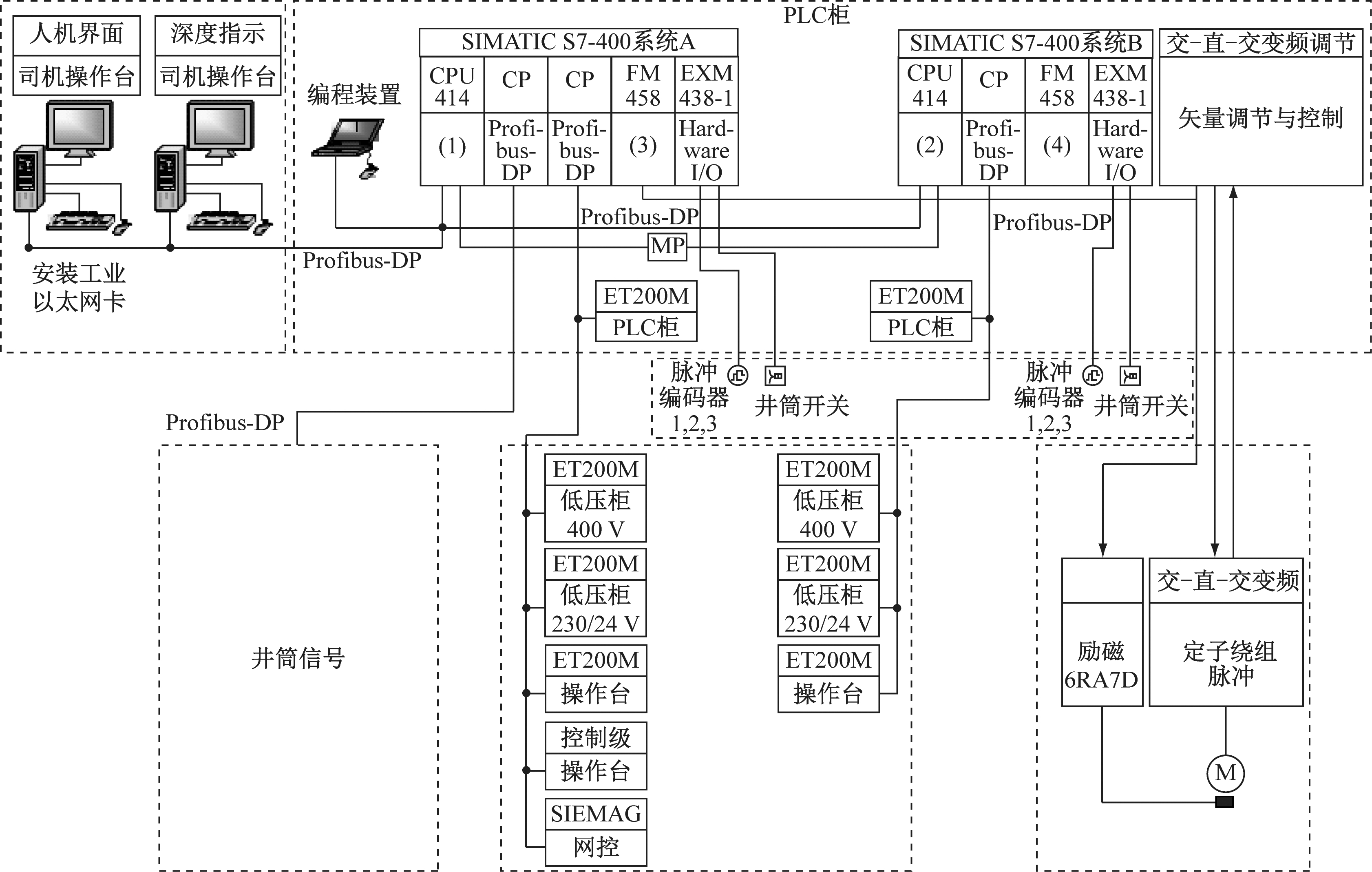
改进提升机自动控制系统由电动机和传动调速部分组成,如图1所示。主电动机采用一台TDBS4200-24型悬挂式低速直联交流变频同步电动机,传动调速部分采用SM150型大功率交直交中压变频调速装置和励磁装置;提升机监视保护和工艺控制系统采用不同配置的2套S7-400系列PLC和硬件继电器构建双线制控制保护、监视和紧急制动的安全回路,实现各种控制、闭锁、监视和报警等。系统通过Profibus-DP总线实现主控、监控、各PLC、调速控制计算机之间的通信,系统通信网络采用多点接口(Multi Point Interface,MPI)网络,以实现网络化集散控制[5]。通过虚拟专用网络实现现场网络与远程终端网络互联,对设备故障进行远程监控和智能诊断,建立互联网保障服务体系。
图1 改进提升机自动控制系统整体结构
Fig.1 The overall structure of automatic control system of hoist
2.1 变频调速系统
变频调速系统设计模式为“同步电动机+SM150型大功率交直交中压变频调速装置”。主电动机采用TDBS4200-24型悬挂式交流变频同步电动机,其额定功率为4 200 kW,额定电压为3 150 V,额定电流为795.5 A,转速为57 r/min,额定频率为11.4 Hz。该电动机具有2倍过载能力,满足配套提升机设计需求和频繁启停、加速、减速要求,其调速性能、过载能力、正反向结构、输出最大转矩均满足相关技术参数要求,并适应交直交变频器供电,有安全可靠性好、过载能力强、功率因数高、运行效率高等优点。选用SM150型大功率交直交中压变频调速装置,该装置具有足够的富余量,过载能力大于电动机的过载能力,满足各工况下各种负载的提升运行要求,可在井下复杂多变的工作条件下连续可靠运行。该变频调速装置主要由有源前端单元、逆变单元、控制单元等组成,如图2所示。
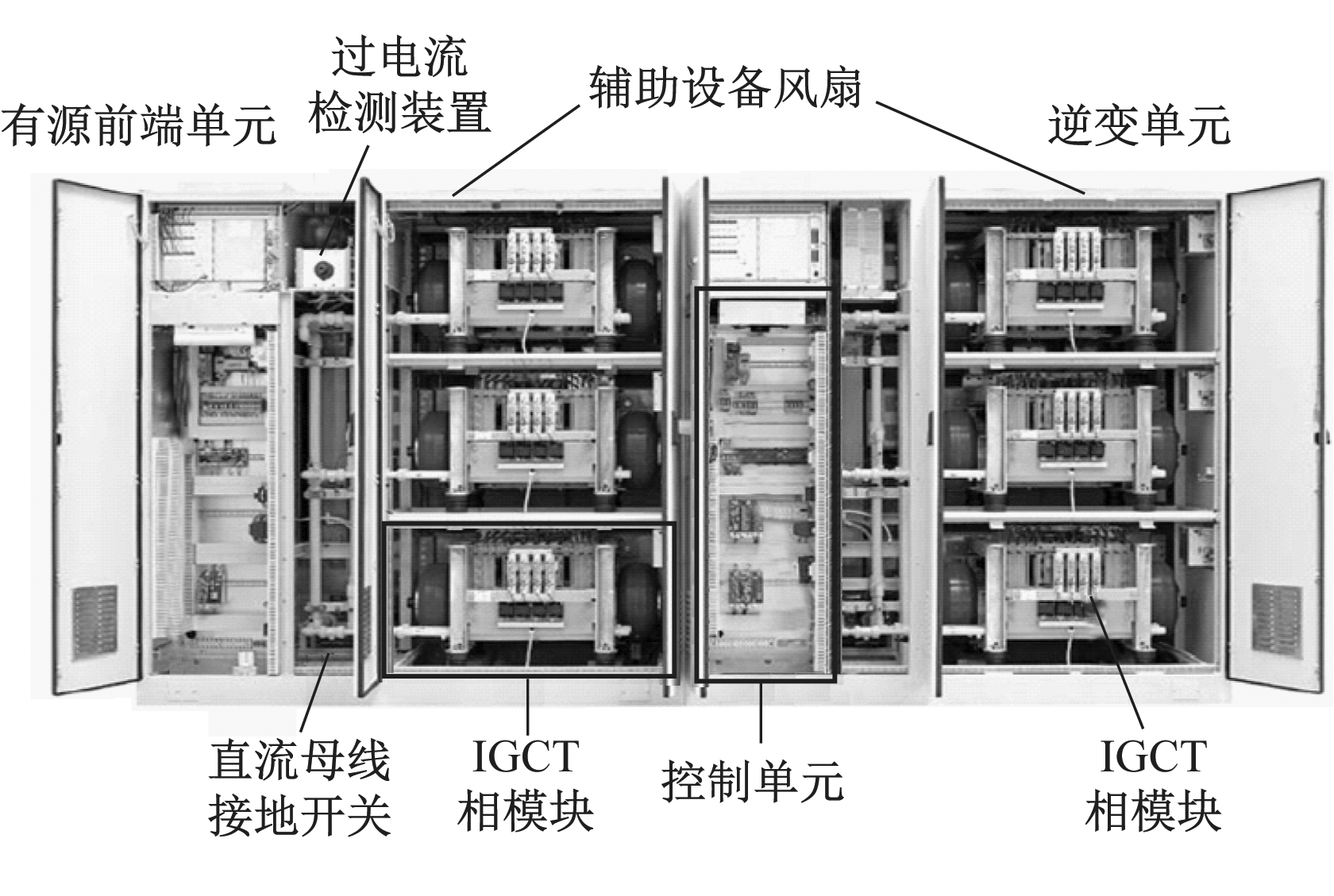
图2 SM150型大功率交直交中压变频调速装置
Fig.2 SM150 high-power medium-voltage AC-DC-AC frequency-conversion speed-regulation device
2.2 基于现场总线的集散控制
提升机自动控制系统集散控制架构如图3所示。Profibus现场总线集散控制方案极大地减少了常规控制系统中的线路连接,实现了提升机系统的实时通信和网络控制,并可以依据矿井现场情况和需求灵活配置软硬件,降低系统布线、调试难度及成本,简化系统维护过程,在提高安全性和可靠性的同时,有利于网络的进一步扩展。Profibus-DP现场总线集散控制方案可解决目前提升机电控系统中分散控制存在的集约控制能力差、信息传输受限、信息采集不完全且不能共享、系统可靠性低、维护量大等问题,减少了设备间的大量I/O和模拟量电气连接,在节约成本的同时降低了系统故障率和维护费用,在拓展信息量的同时提高了控制的有效性和稳定性。同时通过网络获取更全面反映提升设备运行情况的信息,将各种诊断信息反馈到煤矿各管理层,以便维护人员及时操作,预防故障的发生,减少维护时间和费用。
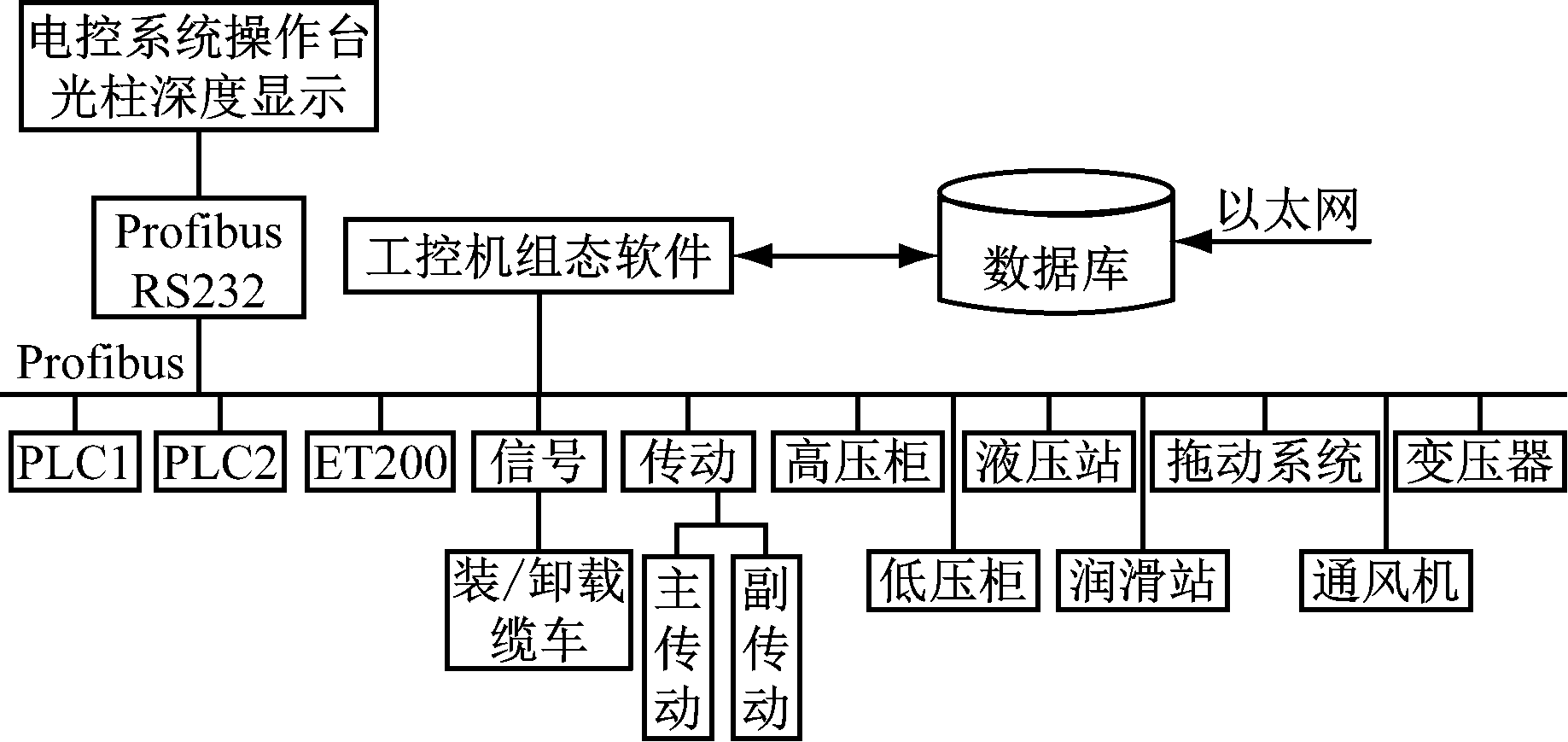
图3 提升机自动控制系统集散控制架构
Fig.3 Distributed control architecture of automatic control system of hoist
2.3 双通道冗余安全监控系统
双通道冗余安全监控原理如图4所示。采用2套PLC和部分硬件电路构成双PLC数字控制系统,完成安全监视和控制功能。主控PLC实现提升机全部控制功能和大部分安全监视保护功能;监控PLC以安全监视功能为主,实时监控提升运行速度并反馈给主控PLC,主控PLC将运行速度和预设值进行对比,结合PID调节算法实现对提升运行速度的闭环调节与控制[6],确保故障及时被发现、确认和排除。若主控PLC故障,可投入备用PLC,最大程度减少损失。
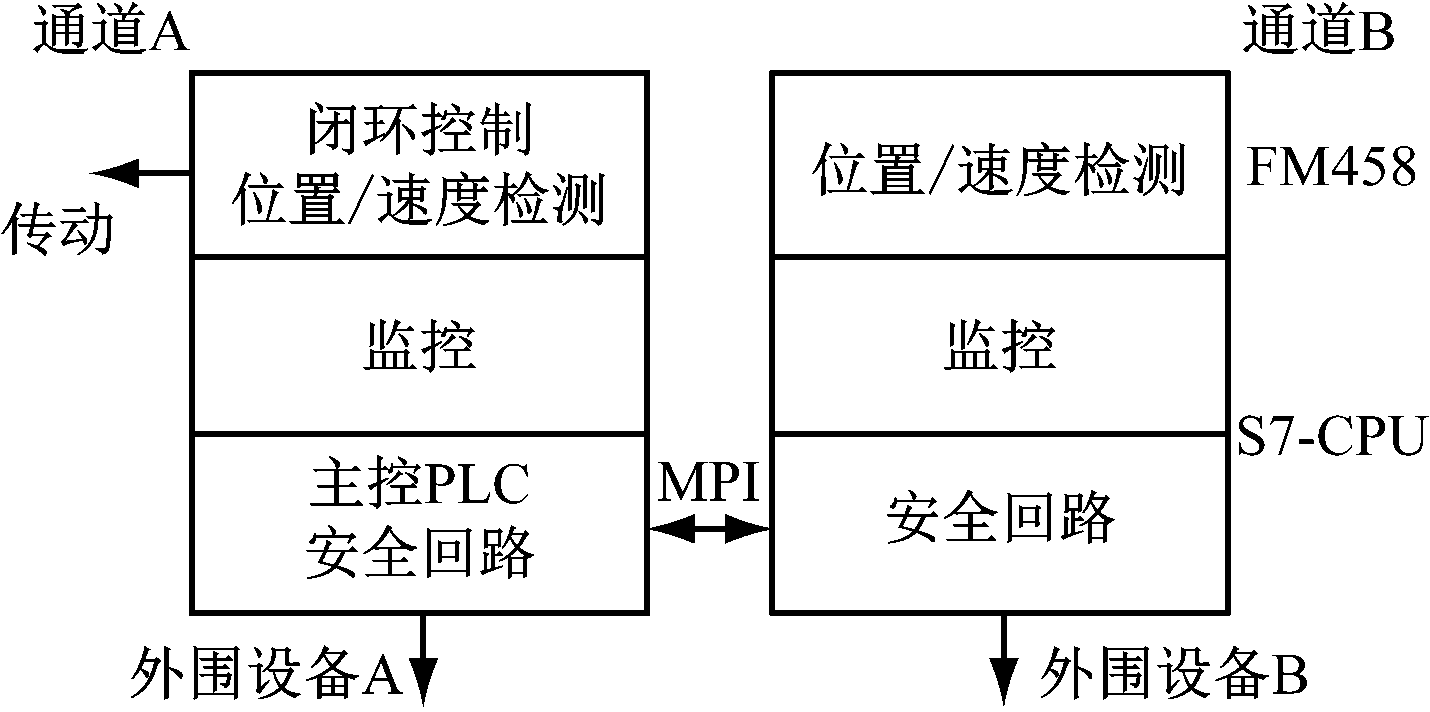
图4 双通道冗余安全监控原理
Fig.4 Security monitoring and control principle of dual channel redundancy
3.1 设备安全可靠性能
数字化控制提高了控制精度,实现了按照提升速度图高精度控制提升速度,且极大地降低了提升操控难度,改进系统能平稳进行自动、半自动、手动检修和紧急开车等运行方式操控,并且具有数控电力制动功能,提升机司机不必再用施闸手段实现系统减速,避免了过卷、超速故障和人工操作失误。改进系统与原系统相比,电动机定子平均温度下降约10 ℃,转子平均温度下降约20 ℃,且定子绕组中的测温元件和水冷单元都有助于降低电动机运行故障率[7-9]。采用Profibus和多层次体系构架,各功能模块、通信接口、系统服务和系统监控等隶属不同层级,子系统相对独立,耦合度低,保障了系统的高可靠性和扩展性。
双通道冗余安全监控对各控制子系统关键环节采用独立监视和冗余保护,并通过现场总线高速链路通信系统进行数据交换,对关键参数测量,计算值做比较,完成各组成系统间的相互校验,实现关键环节的多重监视保护,减少了故障查找和处理时间;软硬件系统形成双安全回路,对重要信号进行冗余配置和监视,实现了可靠的冗余控制体系,保障了自动控制系统的安全可靠性能[10]。
3.2 提升能力及经济效益
由于梧桐庄矿装载方式为定容装载,提升质量变化大,原系统采用转子串八级电阻调速方式,减速段为低频制动,爬行段为低频拖动,有0.7 s消弧空动时间,制动距离控制精度低,减速爬行距离较长,因而一次提升循环时间长[11];改进系统启动力矩建立得快,且加速力矩增大,缩短了加速时间,加速、等速、减速、爬行段按提升高度给定行程自动完成提升速度控制,节约了爬行时间和提升循环时间,从而有效增强了提升能力。
改进系统变频同步电动机调速范围大、精度高,提升速度易控制,调速性能优越,电动机转速达到额定转速,提高了运行效率,缩短了运行时间,满足煤矿设计预期生产能力和安全生产的相关规定要求[12]。原系统最高运行速度只能达到7 m/s,单钩运行时间约为160 s,提升载荷约为20 t;改进系统运行速度可达10 m/s,单钩运行时间约135 s,提升载荷达到设计要求的25 t。改进前,主井口信号工每班1人,井底信号工2人,司机2人,系统改进后只需1位司机和1位井底信号工即可完成设备运行监控,每天可节约用工9人,若按每个工150元计算,每年可节约费用约49万元。
3.3 系统可维护性能
梧桐庄矿原提升机电控系统设备故障率和功能元器件损坏率相对较高,改进系统采用双线制保护冗余安全监控系统和远程诊断维护系统,增强了系统可维护性能,监视保护功能齐全,减少了故障查找和处理时间,能够实时反馈提升机运行状况和故障信息,所有故障报警均有记录,保障了设备的管理、维修和急需备件采购,可减少配件维修、更换费用约50万元;电控设备月平均故障时间缩短,确保了系统安全、可靠、连续运行,减少维护费用约20万元。由于系统使用模块化设计,设备日常保养维护、拆卸组装方便,操作便捷,对设备采用规范的操作方式并定期保养,可极大地降低设备故障率,有可观的经济效益。
3.4 节能降耗
同等运行条件下,改进后的系统启动和加速电流减小,电动机温升降低,表明运行效率和电能利用率提高。经测算,吨煤降耗约为0.67 kW·h[13]。实现了四象限变频控制,采用自换向技术保持回馈电流与电网电压的反相位,实现回馈制动;在负力提升状态,电动机再生发电的能量通过整流回馈单元反馈电网,既保证了系统性能,又节约了电能。
介绍了梧桐庄矿提升机自动控制系统改进方案,详细阐述了方案中的电动机变频调速系统、Profibus-DP现场总线集散控制方案、双通道冗余安全监控系统等。改进系统在保障安全生产的同时,提高了工作效率和综合生产能力,满足了矿山生产需求。
参考文献(References):
[1] 张忠楠.矿井提升机调速和控制系统的现状及发展探究[J].电子技术与软件工程,2015(7):176.
[2] 刘永亮,时永玲,孔宪勇.矿井提升机电控系统的现状与发展趋势[J].科技传播,2012(17):54.
[3] 赵越.矿井机电一体化信息自动化技术的应用现状及展望[J].科技创新与应用,2014(14):104.
[4] 董镕璇,姜海滨,张敏生.浅谈西门子S7-300PLC在副井提升机上的应用[J].中国新技术新产品,2012(4):139.
[5] 唐知平.变频节电技术在煤矿提升机上的应用[J].煤炭科技,2014(1):67-69.
[6] 李永志.邢台煤矿主井提升机电控系统的改造与应用[J].煤矿机电,2013(4):98-101.
LI Yongzhi. Transformation and application of electricity control system of hoist machine in Xingtai Main Shaft[J]. Colliery Mechanical & Electrical Technology, 2013(4):98-101.
[7] 胡潘,李超一.常村煤矿主井提升机电气系统改造效果分析[J].煤,2012,21(6):71-73.
[8] 李超.矿井数字化及自动化的建设[J].科技致富向导,2012(35):319-320.
[9] 杨明发,张培铭.基于电流与最高温度检测的异步电动机保护研究[J].电力系统保护与控制,2011,39(5):81-85.
YANG Mingfa,ZHANG Peiming.Induction motor protection research based on current and maximum temperature detection[J].Power System Protection and Control,2011,39(5):81-85.
[10] 徐士虎.三电平交直交冗余方案在煤矿提升系统中的应用[J].辽东学院学报(自然科学版),2016,23(2):126-128.
XU Shihu. Application of three-level A-D-A redundant scheme in coal mine hoisting system[J]. Journal of Eastern Liaoning University(Natural Science Edition),2016,23(2):126-128.
[11] 赵国清,贾珂伟,肖雅静.峰峰集团梧桐庄矿综合自动化系统建设[J].中国煤炭,2011,37(7):72-75.
ZHAO Guoqing, JIA Kewei, XIAO Yajing.The building of synthesized automation system in Fengfeng Group Wutongzhuang Coal Mine[J]. China Coal,2011,37(7):72-75.
[12] 段昆, 申靖祎, 李帅. TBP2000-20煤矿提升机用正压型交交变频同步电动机的研制[J].电气防爆,2017(2):14-18.
DUAN Kun, SHEN Jingyi, LI Shuai. Development of a positive pressure type AC variable frequency synchronous motor for TBP2000-20 coal mine hoist[J].Electric Explosion Protection,2017(2):14-18.
[13] 孙汝敏.直流提升机全数字自动控制系统在新集二矿主井的应用[J].科技信息,2010(5):107-108.
SUN Rumin. The application of the DC drive and control systerm with all digital system in the hoist of the Second Mine of the SDIC Xinji Energy Company Limited[J]. Science & Technology Information,2010(5):107-108.
Application of automatic control system of hoist in main shaft of Wutongzhuang Coal Mine
MENG Xiaolan
(Tiandi Science and Technology Co.,Ltd., Beijing 100013, China)
Abstract:In view of problems of low carrying capacity, low safe and reliable performance and low automation control degree existed in original electronic control system of hoist of Wutongzhuang Coal Mine, a reforming scheme of automatic control system of hoist was put forward, and key technical principles were introduced including frequency-conversion speed-regulation system of motor, communication system based on field bus and safety monitoring system. The application results show that average temperature of motor stator is about 10 ℃ lower than that of the original system, average temperature of rotor decreases by about 20 ℃, and temperature measuring element and water cooling unit in stator windings all contribute to reduction of failure rate of the motor; operating speed of the hoist is up to 10 m/s, single hook running time is about 135 s, and lifting load is 25 t which meets design requirements; Profibus and multi-level system architecture were adopted, functional modules, communication interfaces, system services and system monitoring belong to different levels to ensure reliability and scalability of the system.
Key words:mine hoist; electronic control system; automatic control; frequency-conversion speed-regulation; field bus communication; safety monitoring
收稿日期:2017-06-15;
修回日期:2017-07-23;责任编辑:胡娴。
基金项目:中国煤炭科工集团有限公司青年基金项目(2016QN009)。
作者简介:孟晓兰(1988-),女,河北邢台人,助理工程师,硕士,从事储装运系统研究工作,E-mail:mengxlan@163.com。
引用格式:孟晓兰.提升机自动控制系统在梧桐庄矿主井的应用[J].工矿自动化,2017,43(9):106-110. MENG Xiaolan. Application of automatic control system of hoist in main shaft of Wutongzhuang Coal Mine[J].Industry and Mine Automation,2017,43(9):106-110.
文章编号:1671-251X(2017)09-0106-05
DOI:10.13272/j.issn.1671-251x.2017.09.019
中图分类号:TD633
文献标志码:B 网络出版时间:2017-08-28 11:54
网络出版地址:http://kns.cnki.net/kcms/detail/32.1627.TP.20170828.1154.019.html