0 引言
内注式单体液压支柱属于液压传动设备之一,其工作原理是利用泵将工作介质(液体)压入密闭的油缸,使活柱上升;初撑时利用液体压力使支柱给予顶板一定的初撑力,当顶板压力超过支柱初撑力时,油缸中的液体压力提高,通过液体给予顶板、底板一定的反力,使顶板压力形成新的平衡,阻止或延缓顶板离层或下沉,达到维护顶板的目的[1]。
现阶段国内对内注式单体支柱耐久性能试验的研究还处于初始状态,研究机构主要集中在国家级的检测中心和试验中心。单体支柱耐久性能试验属于型式检验,出厂检验不强制对此项进行检验,再加上支柱生产企业科技水平限制及对出厂检验重视程度不足,导致生产企业支柱试验台一般不具备检验这一项目的能力。国家煤矿支护设备质量监督检验中心作为国内唯一一家液压支柱检测检验机构,拥有4台矿用单体液压支柱试验台,但目前针对内注式单体支柱耐久性能试验还是通过人工加载和卸载的方式完成标准要求的400次耐久性能试验[2],导致检验人员劳动强度大,工作时间长,效率低。鉴此,笔者研制了一套内注式单体支柱耐久性能试验自动加载装置,应用高精度伺服电动机及减速器驱动加载工装旋转,实现内注式单体支柱耐久性能试验的自动化控制,彻底解决人工加载和卸载方式存在的技术落后问题。该装置的成功研制,提升了单体支柱试验台的自动化测试技术水平,提高了工作效率,降低了检验人员的劳动强度,使检验过程实现了自动化,检测精度有了较大提高,同时为相关行业产品的研究提供了良好的试验平台,具有很好的社会效益。
1 装置硬件组成
内注式单体支柱耐久性能试验自动加载装置由机械结构和测控系统2个部分组成,主要包括框架、伺服电动机、电控箱、连接工装、夹紧工装、工控机等,如图1所示。
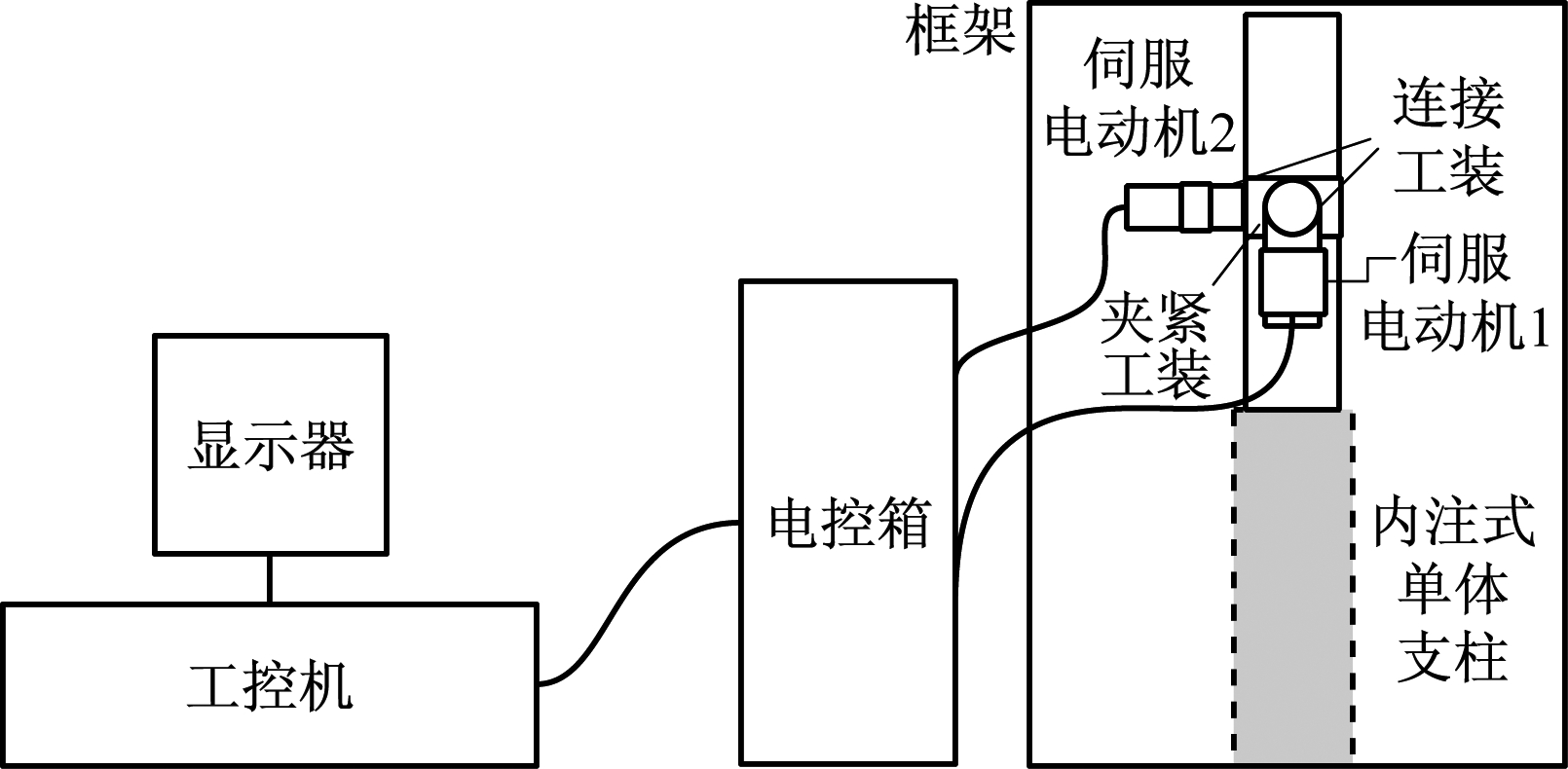
图1 内注式单体支柱耐久性能试验
自动加载装置硬件组成
Fig.1 Hardware structure of automatic loading device of
durability test of internal injection type single prop
(1) 伺服电动机:是控制机械元件运转的发动机,通过伺服电动机驱动器可实现内注式单体支柱加载过程的自动控制[3-4],可对加载的速度、扭矩进行控制,可实现位置的精确控制,防止加载机构过载、堵转等情况发生。
根据MT 112.1—2006《矿用单体液压支柱第1部分:通用要求》的规定,对减速器[5]和电动机进行选型[6-8],加载扭矩应小于200 N·m,通过扭矩扳手测得卸载扭矩为20 N·m,人工加载升柱一次的时间为1 s。为满足上述技术指标,同时实现更短时间加载,最终确定加载电动机型号为SEM120E40303HN,具体参数:额定输出功率为4 000 W,额定转矩为12.73 N·m,最大转矩为38.2 N·m,额定转速、最高转速分别为3 000,5 000 r/min。加载减速器型号为AER120-20,具体参数:输出力矩为230 N·m,额定输出转速、最大输出转速为分别4 000,8 000 r/min,效率为95%,减速比为20∶1。加载机构最终输出参数:转速为0~150 r/min(可调),最大扭矩为230 N·m。卸载电动机型号为SEM60B04303HN,具体参数:额定输出功率为400 W,额定转矩为1.3 N·m,最大转矩为3.82 N·m,额定转速、最高转速分别为3 000, 5 000 r/min。卸载减速器型号为APE60-50,具体参数:额定输出扭矩为45 N·m,额定输出转速、最大输出转速分别为4 000,8 000 r/min,减速比为50∶1。卸载机构最终参数:转速为0~60 r/min(可调),扭矩为45 N·m。上述技术指标可满足标准对内注式单体支柱检验技术要求,实现单体支柱加载及卸载自动化控制。
(2) 电控箱:内部包括接线端子板、伺服电动机控制器等电气设备,用于实现计算机控制信号与外部被控对象的硬件连接。
(3) 连接工装:用于实现加载机构和卸载机构与单体支柱的硬件连接,确保试验过程中各机构牢固可靠。
(4) 工控机:实现对加载伺服电动机及卸载伺服电动机的自动控制,同时将伺服电动机扭矩等信息实时显示在显示器中,根据实际试验结果自动判断是否满足试验要求,并可出具检验报告,打印历史试验记录,试验记录可查询。
2 装置工作原理
将内注式单体支柱固定在框架内,安装好加载工装及卸载工装,工控机软件中输入内注式单体支柱试验参数和伺服电动机控制参数,工控机控制伺服电动机控制器,电动机控制器驱动加载或卸载伺服电动机进行动作,实现内注式单体支柱的升柱及降柱操作。
3 装置机械结构
机械结构是实现支柱加载、卸载的执行机构。根据现场试验环境进行相关连接件的制造及安装,根据内注式单体支柱手摇泵曲轴结构、卸载阀结构及减速器输出端结构,设计了专用的电动机加载和卸载工装。经电动机驱动后带动手摇泵往复运动,实现支柱升柱、加载及卸载动作。
电动机安装工装:以曲轴为固定支撑,设计了环形抱紧装置,实现了驱动电动机、减速器与被试支柱的稳定、牢固连接,避免了试验时电动机上下窜动或自身旋转。加载机构工装如图2所示。

图2 加载机构工装
Fig.2 Fixture of loading mechanism
根据卸载阀结构及减速器输出端的结构,设计了专用卸载工装,并以卸载阀为固定点,实现了电动机、减速器的固定。通过电动机驱动卸载手柄可实现支柱卸载、降柱动作。卸载机构工装如图3所示。

图3 卸载机构工装
Fig.3 Fixture of unloading mechanism
4 测控系统
为实现内注式单体支柱耐久性能试验自动化控制[9-11],利用测控系统对伺服电动机正反转、转速、位置进行精确控制,以实现替代人工方式进行试验,测控系统还可对控制过程中的试验数据进行采集、储存,试验数据可查询、打印。通过深入了解伺服电动机的控制方式,选用“脉冲+方向”的方式实现电动机在旋转方向、旋转速度及旋转角度等方面的控制,从而满足内注式单体液压支柱标准中“耐久性能试验项目”试验方法的要求,并完成试验数据的记录。
4.1 测控系统硬件
测控系统硬件包括工控机(ADAM-3952,ADAM-3968)、PCI-1716L数据采集卡、PCI-1220U运动控制卡、伺服电动机、驱动器、采集箱、打印机等,如图4所示。
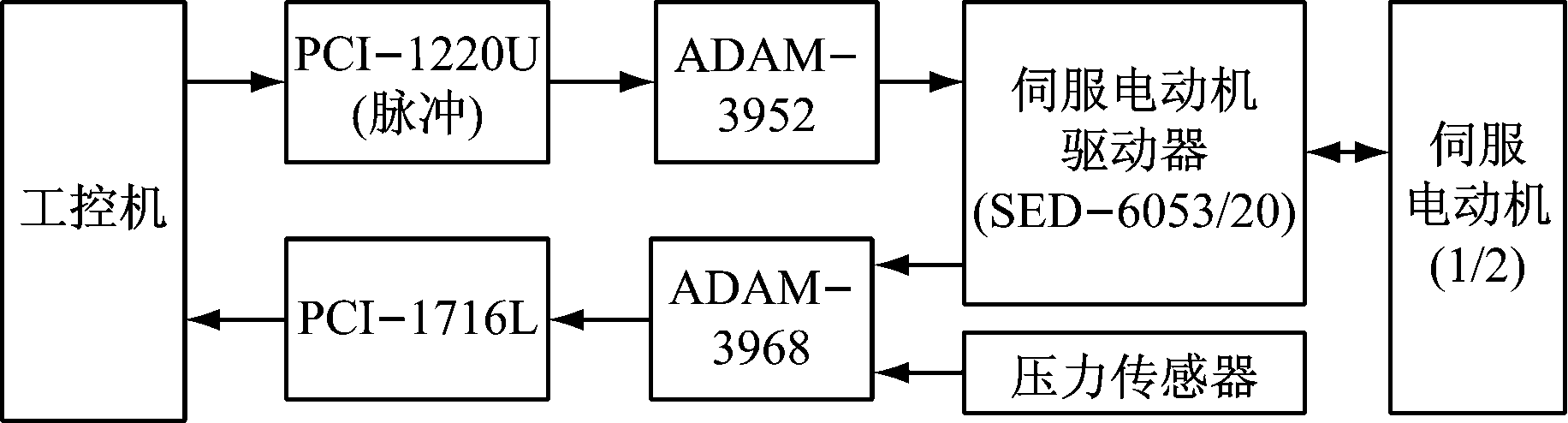
图4 测控系统硬件组成
Fig.4 Hardware structure of measurement and control system
PCI-1716L数据采集卡主要用于实现压力信号、伺服电动机转矩反馈信号的采集。
PCI-1220U运动控制卡主要用于实现伺服电动机方向、速度的控制。
4.2 测控系统软件设计
测控系统软件以界面友好的VB作为开发平台。系统软件通过数据采集卡实时采集压力、转速、扭矩等模拟量信号并对信号进行滤波等处理,以“压力-时间”、“扭矩-时间”等曲线形式实时显示、存储。软件可根据设定的试验次数自动进行加载试验,直至试验次数完成,系统提示试验已完成并自动判断检验结果。同时,软件还具备通过输出模拟电流控制伺服电动机转速、通过输出开关量控制电动机启停等功能。
测控系统软件采用模块化设计思想[12],将试验参数设置、数据采集、数据处理、打印与查询输出分别作为一个模块来设计,这样程序将更加容易维护,同时可读性较强。测控系统软件模块如图5所示。
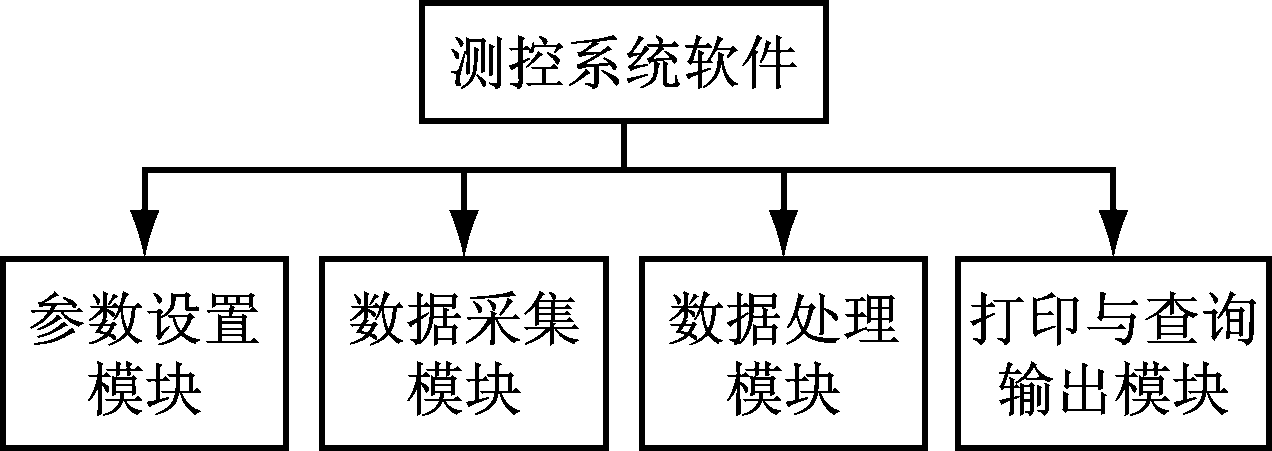
图5 测控系统软件模块
Fig.5 Software module of measurement and control system
(1) 参数设置模块:工作人员将被试样品的产品信息,如报告编号、样品编号、规格型号、试验次数、试验日期等信息录入到参数设置模块,测控系统软件自动进行存储,试验时,系统运行界面可自动调岀该条信息输入的参数。
(2) 数据采集模块:首先测控系统软件对采集卡采集到的模拟量信号进行滤波处理,以减少电网电压波动及其他电气设备干扰等带来的误差;然后测控系统软件将模拟量(1~5 V电压)进行压力换算并实时显示,通过界面中“P-T”曲线可实时监测被试样品受压情况。
(3) 数据处理模块:数据经过实时转换后,测控系统软件需将压力、电动机扭矩、转速、试验日期等信息存入Access数据库,等待打印、查询。
(4) 打印与查询输出模块:在打印与查询输出模块中,工作人员输入报告编号、样品编号即可打印该样品的试验数据,包括“P-T”曲线等。
4.3 测控系统软件使用流程
根据MT 112.1-2006《矿用单体液压支柱第1部分:通用要求》规定编制的测控系统软件使用流程如图6所示。
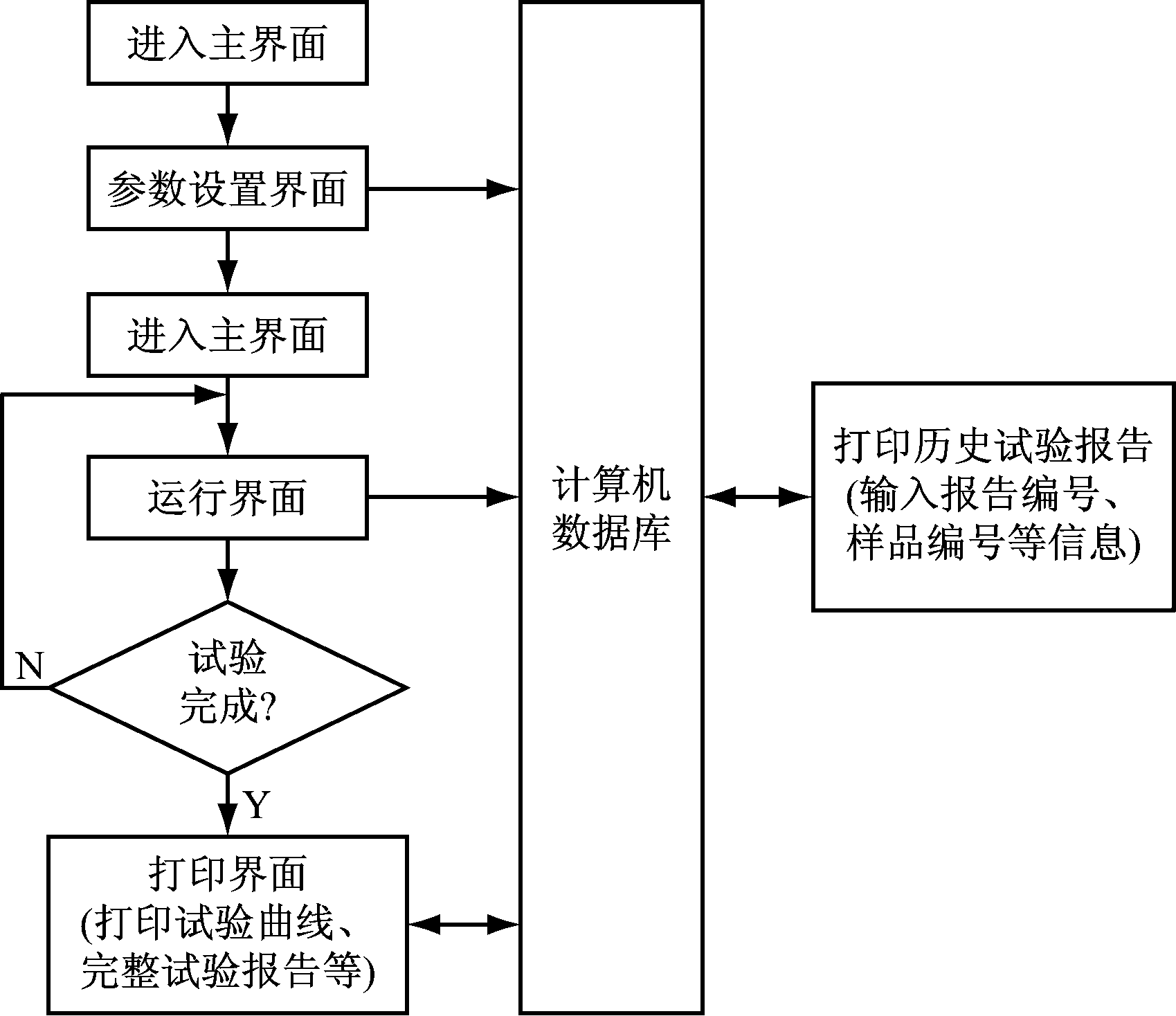
图6 测控系统软件使用流程
Fig.6 Using flow of software of measurement and control system
测控系统软件具有良好的人机界面,可实时监测电动机扭矩、被试件压力、试验次数等参数,试验运行界面如图7所示。

图7 测控系统软件试验运行界面
Fig.7 Test running interface of software of measurement and control system
5 应用效果
分别针对2种型号内注式单体支柱进行400次耐久性能试验,并与人工加载方式试验时间进行对比,对比结果见表1。
表1 人机试验时间对比结果
Table 1 Comparison results of time of human-machine test h
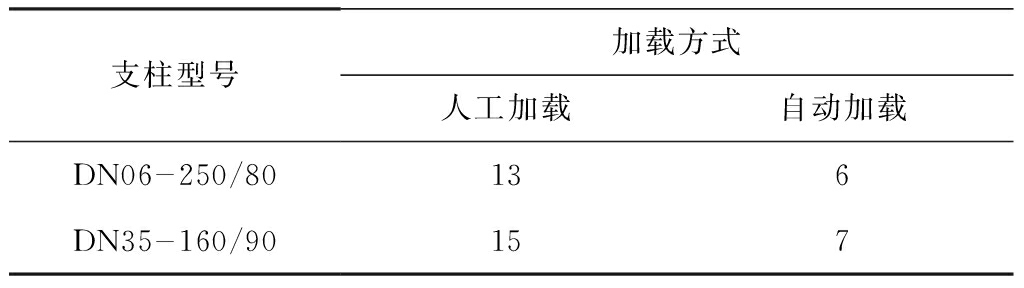
由表1可知,该装置的应用大大缩短了试验时间,解决了检验人员劳动强度大、工作时间长,检验效率低等问题,试验过程中装置对伺服电动机(加载、卸载)控制稳定、可靠,连接工装牢固。
6 结语
内注式单体支柱耐久性能试验自动加载装置实现了支柱耐久性能试验升柱、降柱的自动控制,且控制精度高、动作快、稳定性好,解决了以往试验采用人工加载和卸载方式存在的劳动强度大、效率低的问题。该装置适用于不同缸径、不同高度、不同工作阻力的各系列内注式单体支柱。它的成功应用,提升了我国内注式单体支柱耐久性能试验的自动化水平,对我国内注式单体支柱检测装备开发具有一定的参考价值。
参考文献(References):
[1] 王国法.液压支架技术 [M]. 北京:煤炭工业出版社,1999:1-6.
[2] MT 112.1—2006 矿用单体液压支柱 第1部分:通用要求[S].
[3] 张悦,沙宝银,崔述凯.内注式单体液压支柱[J].工矿自动化,2010,36(4):92-94.
ZHANG Yue,SHA Baoyin, CUI Shukai. Internal injection type single hydraulic prop[J].Industry and Mine Automation,2010,36(4):92-94.
[4] 周亚芹,李维嘉,赵勇刚. 交流伺服电动机驱动器的优化控制研究[J].武汉理工大学学报,2012,34(12):130-133.
ZHOU Yaqin, LI Weijia, ZHAO Yonggang. Optimization research for control parameters of AC servo motor drivers [J].Journal of Wuhan University of Technology,2012,34(12):130-133.
[5] 包佑炳,赵翼翔.一种用于流延机伺服电动机及减速器的选型方法[J].包装工程,2012,33(5):17-21.
BAO Youbing, ZHAO Yixiang.A model selection method for servo motor and reducer of casting machine [J].Packaging Engineering,2012,33(5):17-21.
[6] 肖潇,杨金堂,全芳成,等.伺服电动机的选型原则与计算[J]. 机床与液压,2014,42(22):44-46.
XIAO Xiao, YANG Jintang, QUAN Fangcheng, et al. Servo motor selection principle and calculation [J].Machine Tool and Hydraulics,2014,42 (22): 44-46.
[7] 段宝利,徐晓东.运动控制中伺服电动机选型需求分析[J].自动化与仪器仪表,2017(3):70-74.
DUAN Baoli,XU Xiaodong.Requirement analysis of servo motor type selection in motion control[J].Automation & Instrumentation,2017(3):70-74.
[8] 肖剑,马自勤. 机床伺服电动机的选型方法分析[J].机械研究与应用,2011(4):35-49.
XIAO Jian,MA Ziqin. Selection method analysis of machine tool servo motor [J]. Mechanical Research and Application,2011(4):35-49.
[9] 杨添博,武威,张广宇,等.伺服电动机控制的VB设计[J].工程与试验,2013,53(1):73-75.
YANG Tianbo, WU Wei, ZHANG Guangyu et al. Design of servo electromotor control by using VB[J].Engineering and Test,2013,53(1):73-75.
[10] 沈阳. 交流伺服电动机驱动器及其通讯技术的研究[D].哈尔滨:哈尔滨工业大学,2007.
[11] 陈刚.伺服系统控制架构解析及应用[J].设备管理与维修,2015(增刊2):238-241.
CHEN Gang.Analysis and application of servo system control architecture[J].Equipment Management and Maintenance,2015(S2):238-241.
[12] 李湘江,彭建. 基于VB的实时数据采集程序设计[J]. 微计算机信息,2003(10):38-39.
LI Xiangjiang, PENG Jian. Developing of real time data collection program based on VB [J].Microcomputer Information,2003(10):38-39.