郭西进1, 邵宏清1,2, 杨春宝1,3, 张志强1,4
(1.中国矿业大学 信息与控制工程学院, 江苏 徐州 221008;2.江苏省大华种业集团有限公司 新洋分公司, 江苏 盐城 224314;3.江苏骆运水利工程管理处, 江苏 宿迁 223800; 4.中车山东机车车辆有限公司, 山东 济南 250022)
摘要:为解决重介选煤控制系统中重介悬浮液密度与液位调节过程的大滞后与强耦合问题,建立了悬浮液密度与液位控制系统的数学模型,并在对系统进行解耦的基础上,提出了一种重介悬浮液密度与液位PFC-PID控制算法。该算法采用闭环控制方法对密度与液位加以控制,即内环采用常规PID控制技术对解耦后的系统加以控制,以稳定系统;外环采用预测控制技术,将内环作为外环控制的广义预测对象,解决了大滞后问题。仿真结果表明,该控制算法具有超调量低、调节时间短、静态误差小的特点,且具有很好的抗扰能力,控制效果整体优于传统PID控制。
关键词:重介选煤; 悬浮液密度; 合介桶液位; 解耦; 预测函数控制; PID控制
在能源结构调整的大背景下,严格把控精煤灰分、保证产品质量已成为煤炭生产企业的当务之急。重介选煤作为一种高效的分选手段,提高其自动化水平与控制精度具有重要意义,实现重介选煤的自动化,关键在于实现悬浮液密度的自动控制[1-3]。到目前为止,国内外研究专家已经就悬浮液密度的自动控制进行了大量研究,并取得了一定的研究成果。20世纪90年代,美国首先研发了基于传统PID控制技术的自动控制系统[4]。文献[5]推导出了悬浮液密度控制的近似数学模型,并提出了自适应控制方法,取得了较好的控制效果。文献[6]采用基于模糊PID控制技术的控制系统,控制效果比单一PID控制或单纯模糊控制的控制效果都要好,适应能力更强。但这些研究均停留在对单变量的控制上,忽视了大滞后问题对悬浮液密度与液位控制系统的影响。重介选煤过程是一个多变量、强耦合、非线性、大滞后的复杂工艺过程,单变量控制难以取得较好的控制效果。针对这种情况,文献[7]通过设计2个独立的模糊控制器分别控制密度和液位,设计出多变量的模糊控制器,虽然取得了较单变量控制更好的控制效果,但依然没有解决系统大滞后带来的超调大、调节时间长的问题。还有些研究试图引入预测控制算法来解决系统的滞后问题,提出了Smith预估控制算法,但是Smith预估控制算法依赖精确的数学模型,对于复杂的重介选煤过程而言,建立精确的数学模型是不现实的[8],所以,Smith预估控制算法也只能停留在理论研究阶段。预测函数控制(Predictive Functional Control,PFC)对模型要求比较低,算法简单且易于实现[9],本文引入PFC控制,同时由于悬浮液密度与液位控制系统包含非自衡过程,而PFC控制对非自衡过程的控制能力有限,需要在施加控制前稳定系统,鉴此,本文提出了一种重介悬浮液密度与液位PFC-PID控制算法。采用双闭环控制,即内环采用PID控制技术以稳定系统,并将其近似为一阶加纯滞后过程,同时外环采用PFC控制,将内环作为外环PFC控制的广义预测对象加以控制,以克服滞后,构成PFC-PID控制,获得了较为满意的悬浮液密度。
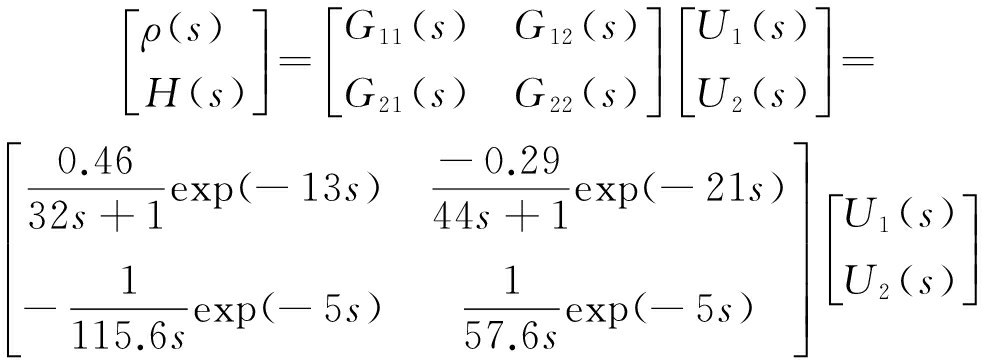
由重介选煤工艺原理可知,配置合理密度的悬浮液是分选成功的关键,煤矿现场一般通过改变调节水阀开度和分流阀开度的办法来调节悬浮液密度,但是,改变调节水阀开度和分流阀开度同样会造成合介桶内悬浮液液位的变化,液位的振荡又会加大悬浮液密度控制的难度。因此,要想更有效地控制悬浮液密度,必须建立密度与液位调节的数学模型。从文献[10]所建数学模型可以看出,液位调节和密度调节一样,均为一阶惯性加纯滞后的过程,然而结合现场实际发现,液位调节模型并非如文献[10]所述,而是一个包含滞后单容水箱模型,即一个含有积分的非自衡过程。于是本文同样以调节水阀和分流阀作为控制量,以合介桶液位和悬浮液密度作为被控量,以向合介桶中添加的清水和介质作为系统的干扰因素重新建立系统数学模型,经过一系列推理运算,得到密度与液位的近似传递函数为
(1)
式中:ρ(s)为悬浮液密度;H(s)为合介桶液位;U1(s)为调节水阀阀门开度;U2(s)为分流阀阀门开度;G11(s)为U1(s)对ρ(s)的传递函数;G21(s)为U1(s)对H(s)的传递函数;G12(s)为U2(s)对ρ(s)的传递函数;G22(s)为U2(s)对H(s)的传递函数。
PFC控制算法产生于20世纪80年代,与其他模型预测控制、广义预测控制一样,具有预测模型、滚动优化及反馈校正3个基本特征[11]。但是与其他模型预测控制有所不同的是该算法要预先选定几个基函数,并将这些基函数的线性组合作为控制量的结构,在线优化的目的便是确定这些线性组合系数,以便得出未来控制输入。预测函数控制算法主要由以下几部分组成。
(1) 基函数。在PFC控制算法中,控制输入为一组基函数的线性组合,即
(i=0,1,…,H-1)
(2)
式中:u(k+i)为k+i时刻的控制量;μj为线性组合系数;fkj(i)为基函数在t=iTs时的值,Ts为采样周期;n为基函数的个数;H为预测优化时域长度。
通常情况下,基函数的选取以受控对象及期望输出轨迹为依据,一般选取的基函数越简单,在线计算量就越小,但是控制精度也会相应有所降低。
(2) 预测模型。预测模型的预测作用体现在它能够根据系统过去的输入输出及未来的输入预测出系统的未来输出[12]。模型预测输出ym(k)分为自由响应yl(k)和强迫响应yf(k)两个部分,即
ym(k)=yl(k)+yf(k)
(3)
自由响应,即零输入响应,仅与过去信息有关;强迫响应,即零状态响应,仅与未来输入信息有关。k+i时刻的强迫响应为
yf(k+i)=![]() μjgkj(i) (i=1,2,…,H)
μjgkj(i) (i=1,2,…,H)
(4)
式中gkj(i)为基函数fkj(i)作用下的模型输出,可以离线计算得到。
(3) 参考轨迹。为更好地控制系统输出,需要选定一条轨迹使系统实际输出能够沿这一特定轨迹跟踪设定值,所选的这条轨迹即为参考轨迹[13]。参考轨迹可有多种形式,在稳定系统中,通常采用一阶指数形式,其表达式可为
yr(k+i)=c(k+i)-βi(c(k)-yp(k))
(i=1,2,…,H)
(5)
式中:yr(k+i)为k+i时刻的参考轨迹;c(k+i)为k+i时刻系统的设定值;β为参考轨迹的柔化因子,β=exp(-Ts/Tr),0<β<1,β的取值影响系统的动态性能和鲁棒性,Tr为期望闭环响应时间;yp(k)为在k时刻的过程实际输出。
(4) 滚动优化。预测函数优化的目的是寻找基函数的最佳线性组合系数,要实现这一目的,必须通过优化目标函数实现,使预测输出与参考轨迹的差平方最小[14],即
J=min![]() [yr(k+hj)-yp(k+hj)]2
[yr(k+hj)-yp(k+hj)]2
(6)
式中:ns为预测时域上拟合点的个数;hj为选定的拟合点。
(5) 反馈校正。在实际系统中,由于模型失配、时变、非线性及不确定性干扰等影响,系统实际输出与模型输出之间不可避免地会出现误差,k时刻的误差可表示为
e(k)=yp(k)-ym(k)
(7)
为了更准确地跟踪设定值,提高控制精度,可以使用该误差来校正预测输出值。校正后k+i时刻的预测过程输出为
yp(k+i)=ym(k+i)+e(k+i)
(8)
式中ym(k+i)为k+i时刻预测模型的输出。
对于未来k+i时刻的误差e(k+i),一般采用式(9)提高预测精度:
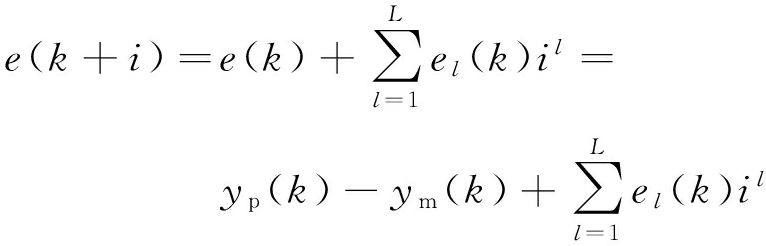
(9)
式中:el(k)为拟合多项式系数;L为拟合多项式展开阶数。
密度与液位调节是一个大滞后、强耦合过程,传统的PID控制技术难以达到较好的控制效果。同时由于系统模型的变化,文献[10]中提到的模糊内模控制已无法对其进行有效的控制。PFC控制不要求过程模型足够精确,只要明确过程模型的大致结构即可,且能够很好地补偿滞后,但是对非自衡过程的控制效果却并不理想[15]。因此,对系统解耦之后,内环采用PID控制以稳定系统,外环采用PFC控制以补偿滞后。悬浮液密度与液位PFC-PID控制算法原理如图1所示。
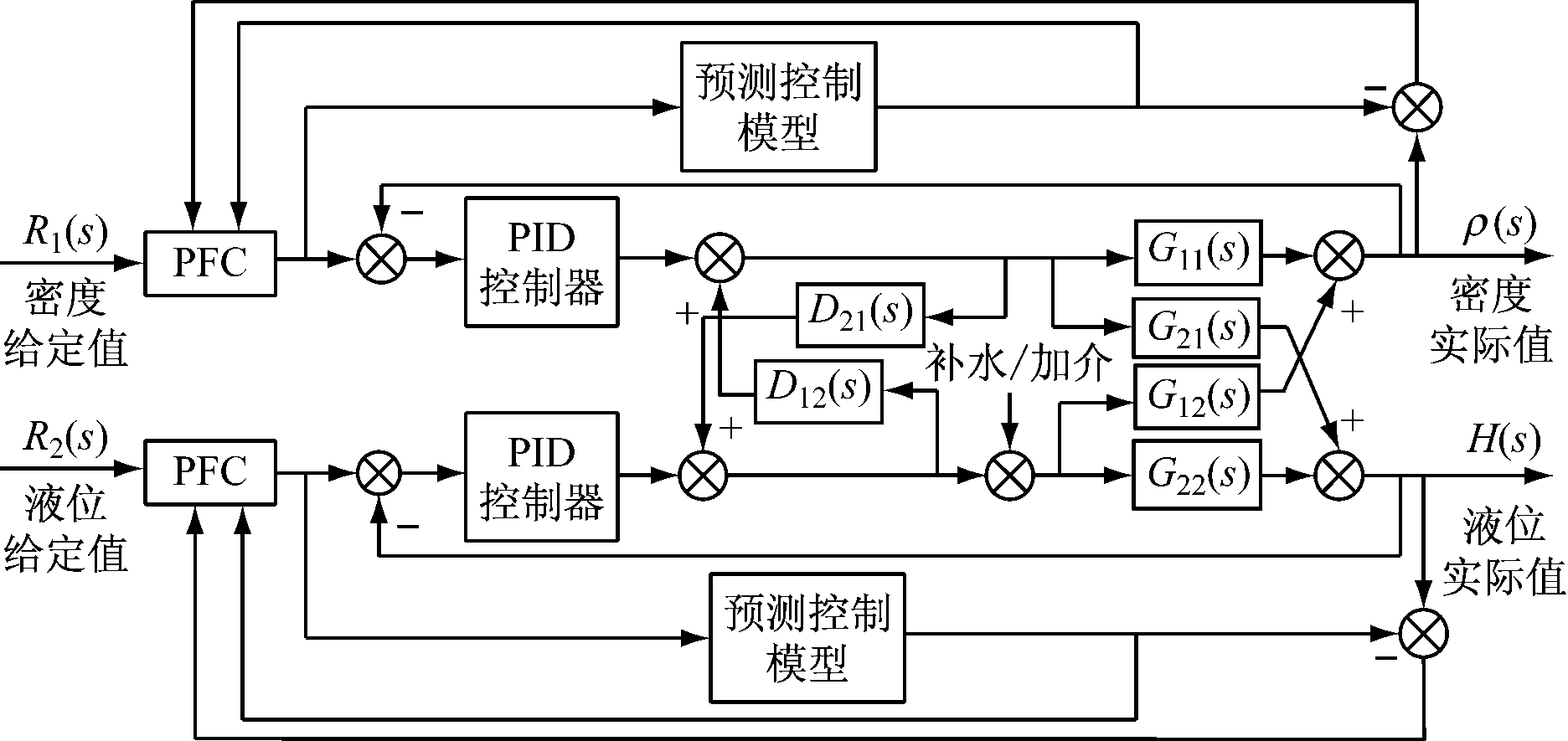
图1 悬浮液密度与液位PFC-PID控制算法原理
Fig.1 Principle diagram of PFC-PID control algorithm of density and liquid level of suspension liquid
由于过程模型中含有积分环节,非自衡过程本就较难控制,采用传统前馈解耦方法容易造成模型阶数升高,更会加大控制的难度,因此,本文采用串级逆解耦方法设计解耦控制器。根据串级解耦控制规律可知,解耦补偿器D(s)的数学模型为
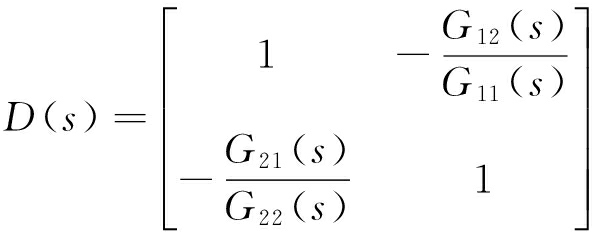
(10)
从而得到解耦后悬浮液密度、合介桶液位与分流阀、调节水阀的关系为
(11)
为方便模型选取,总能够找到一组合适的PID参数,使由PID控制构成的闭合回路可近似为一阶加纯滞后过程,方便作为PFC控制的广义预测对象[16]。经反复调试,最终选定密度的PID控制器参数如下:kP1=3,kI1=0.073,kD1=17;液位的PID控制器参数如下:kP2=3,kI2=0,kD2=6,并选择预测模型分别为
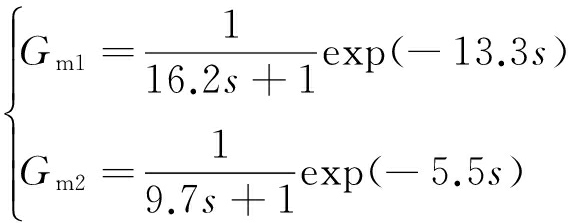
(12)
式中:Gm1为密度调节过程的预测模型;Gm2为液位调节过程的预测模型。
密度与液位内环控制拟合曲线如图2所示。由图2可知,预测模型拟合程度较好。
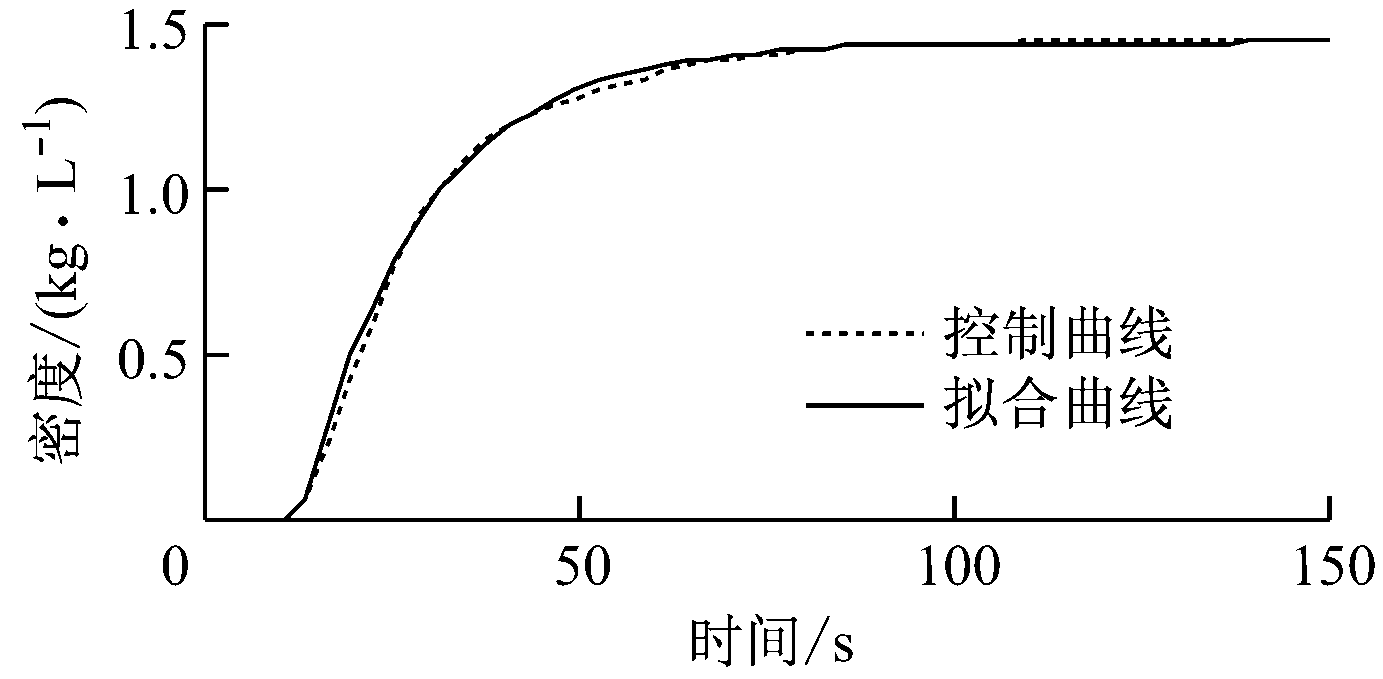
(a) 密度
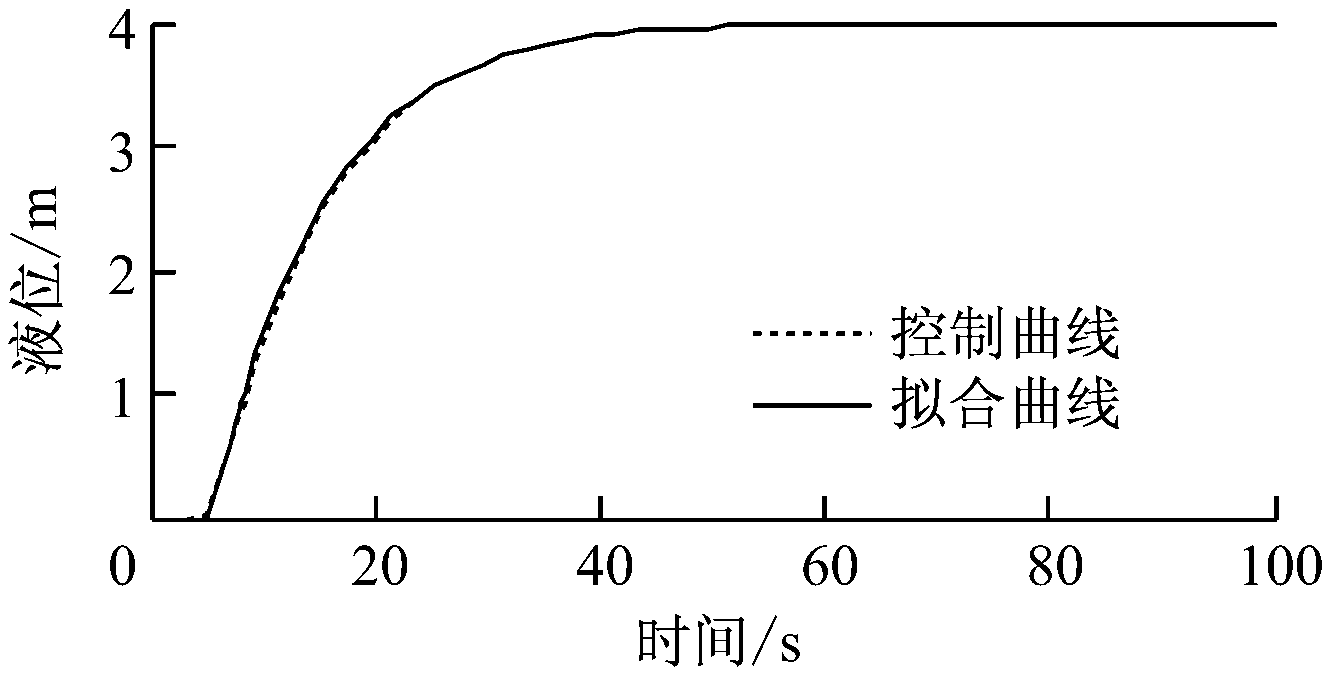
(b) 液位
图2 密度与液位内环控制拟合曲线
Fig.2 Fitting curves of density and liquid level under inner control
在PFC控制算法中,基函数的选取决定系统的控制精度[17]。当预测模型为一阶对象且设定值作阶跃变化时,只需选阶跃函数作为基函数。本文采用阶跃函数作为基函数。由此式(2)可化简为
u(k+i)=u(k)
(13)
考虑到一阶加纯滞后系统的控制规律无法直接获得,因此,可首先求得滞后时间τm=0时的控制规律,并对其进行修正。令τm=0,加零阶保持器离散化后,可得模型的差分方程为
ym(k+1)=αmym(k)+Km(1-αm)u(k)
(14)
式中:αm=exp(-Ts/Tm),Tm为预测模型的惯性时间常数;Km为预测模型的比例常数。
根据式(13)与式(14),利用数学归纳法可得
ym(k+H)=![]() ym(k)+Km(1-
ym(k)+Km(1-![]() )u(k)
)u(k)
(15)
对于优化目标函数式(6),可以取ns=H,并令∂JH/∂u(k)=0,得到k时刻的控制量为
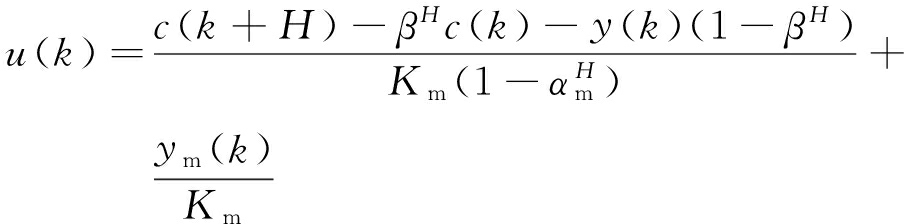
(16)
本文所选广义预测模型中的τm≠0,需要修正系统输出,可令d=τm/Ts,则修正后的系统输出为
ypav(k)=y(k)+ym(k)-ym(k-d)
(17)
修正后的k时刻的控制量输出为
(18)
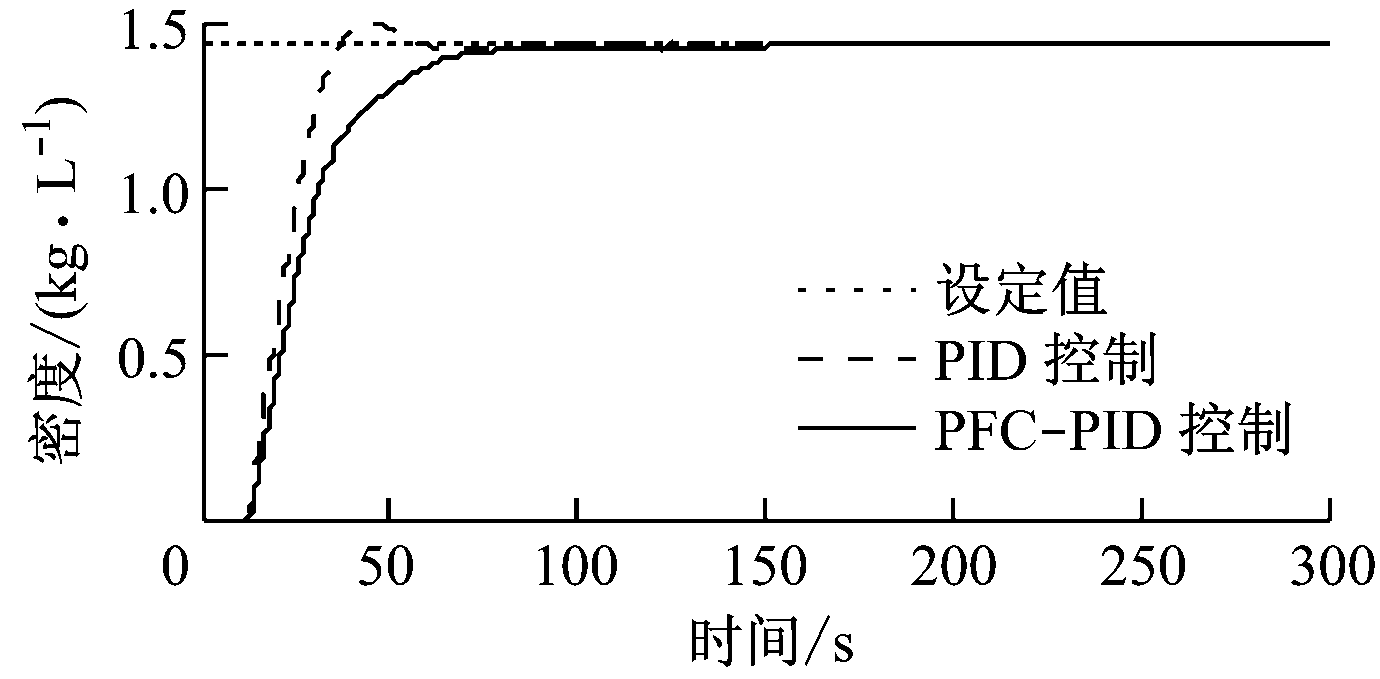
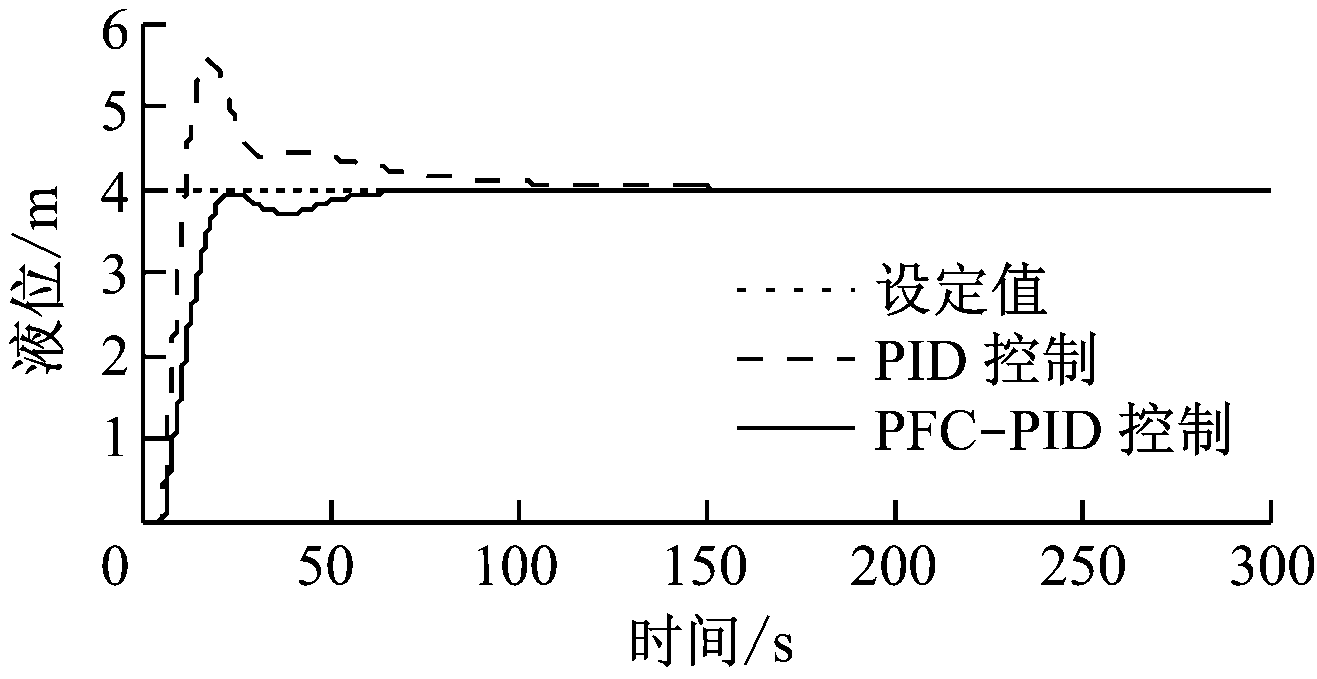
为了验证PFC-PID控制算法较PID控制算法在系统控制中的优越性,使用Matlab搭建仿真模型。由式(12)可得,PFC-PID控制算法的预测模型参数如下:Km1=Km2=1,Tm1=16,Tm2=10,τm1=13,τm2=6。PFC-PID控制算法仅采用阶跃函数作为基函数,选取预测步长p=10,参考轨迹期望响应时间Tr=2,采样周期Ts=2,柔化因子α=0.37。首先在模型匹配时进行仿真,并与PID控制算法进行比较,仿真结果如图3所示。
由图3可知,在模型匹配时,PFC-PID控制算法比PID控制算法对重介悬浮液密度与液位的控制效果要好。
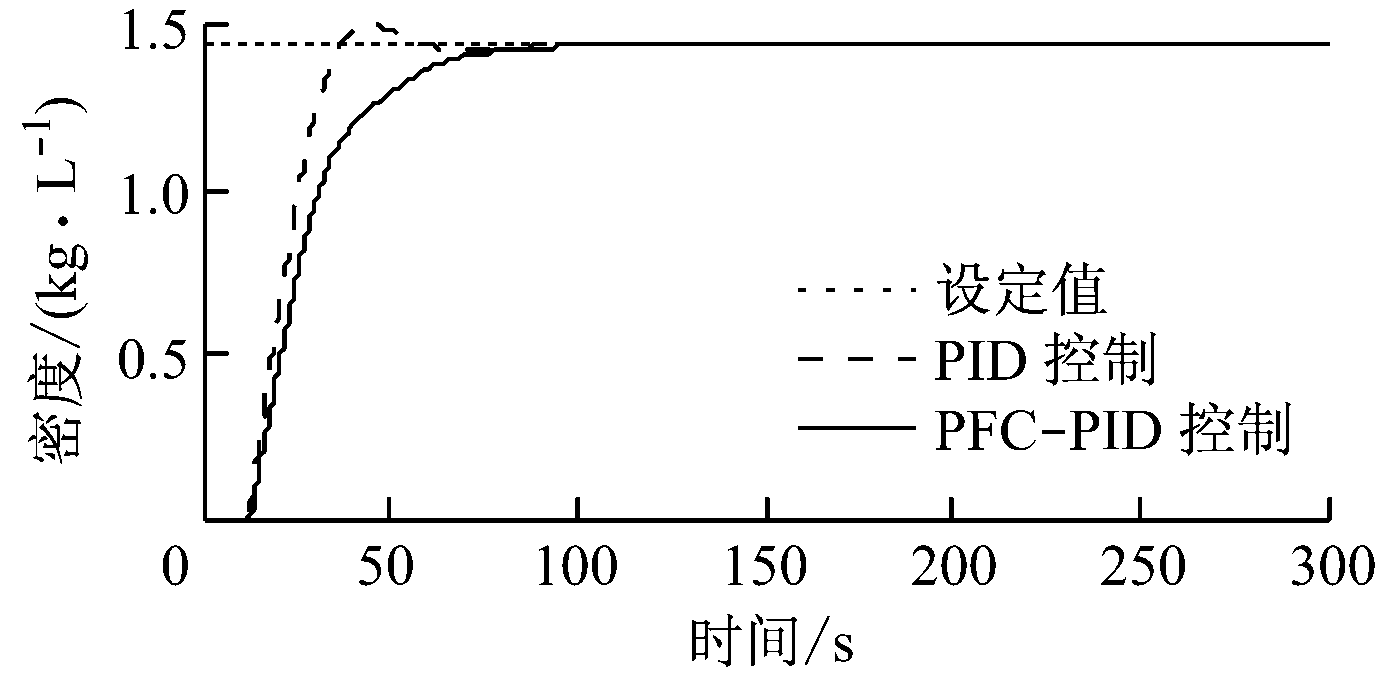
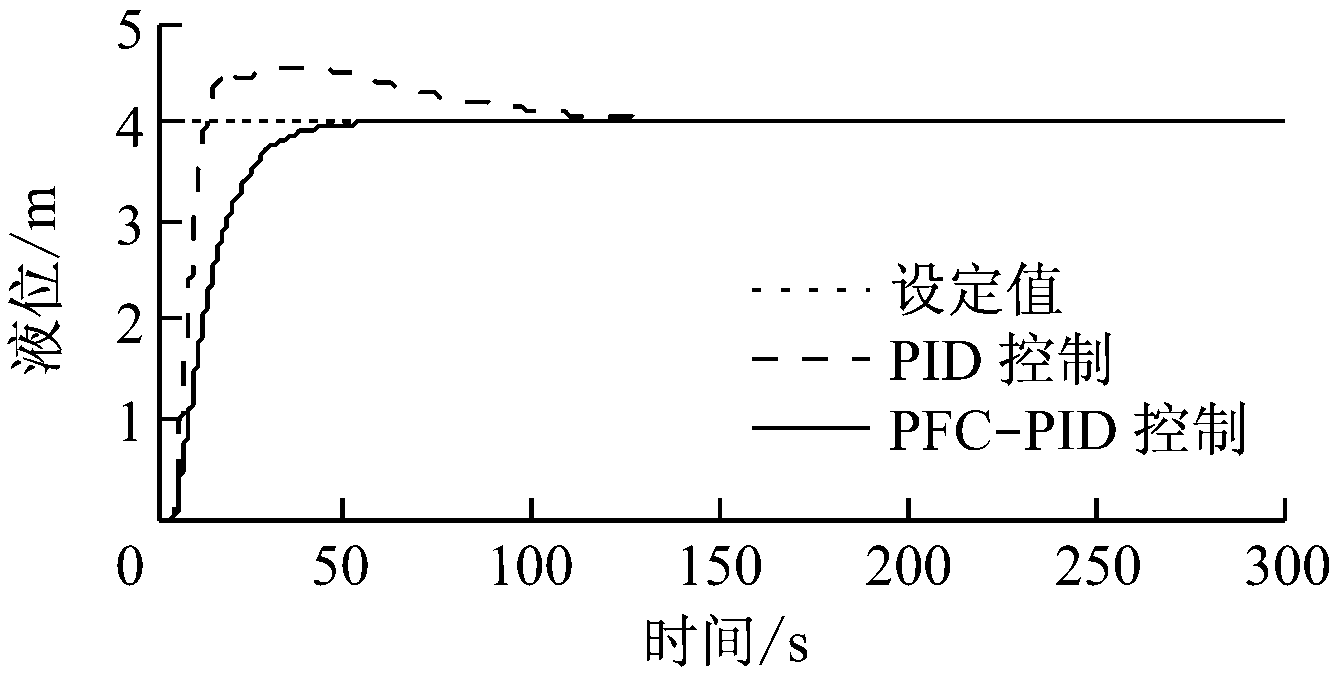
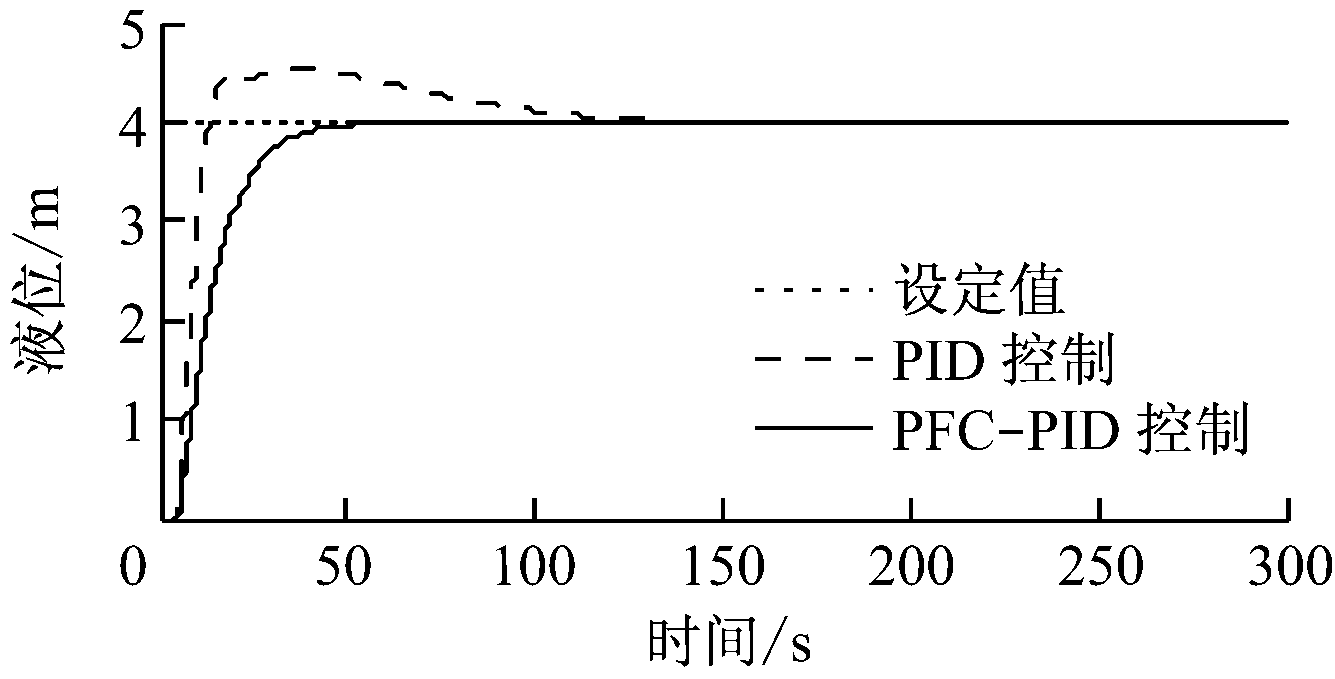
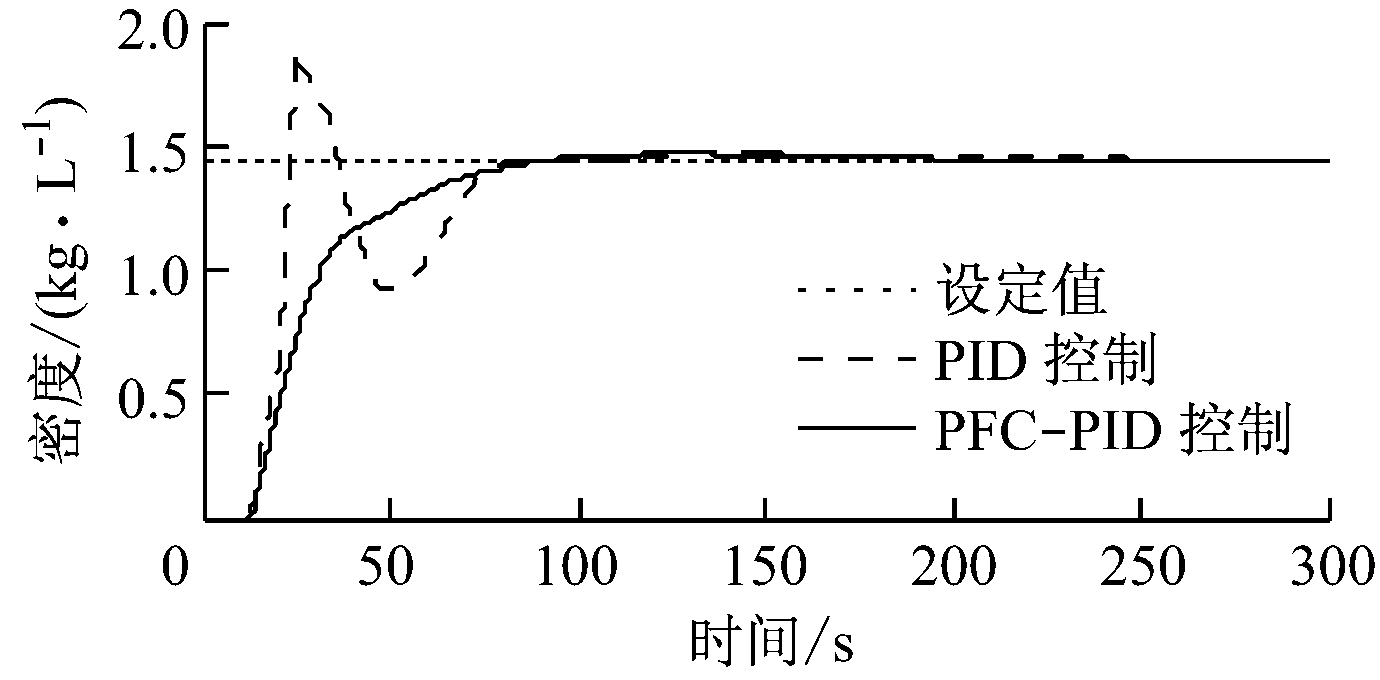
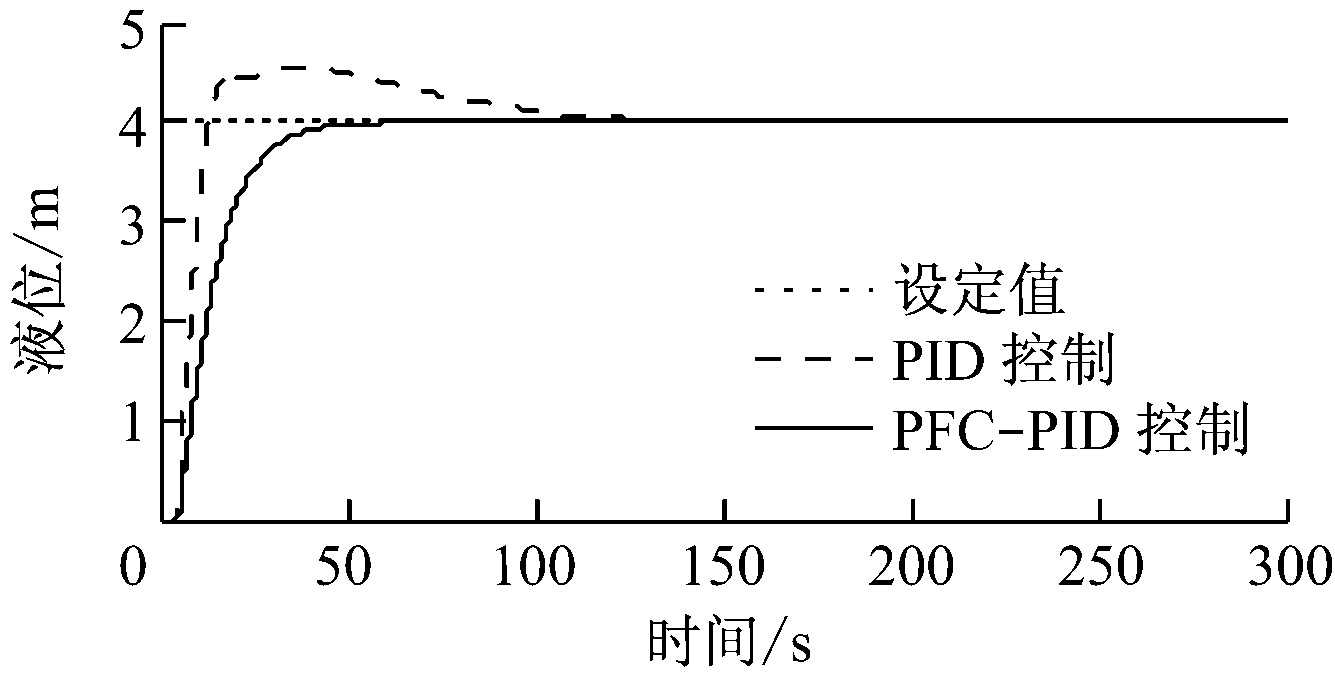
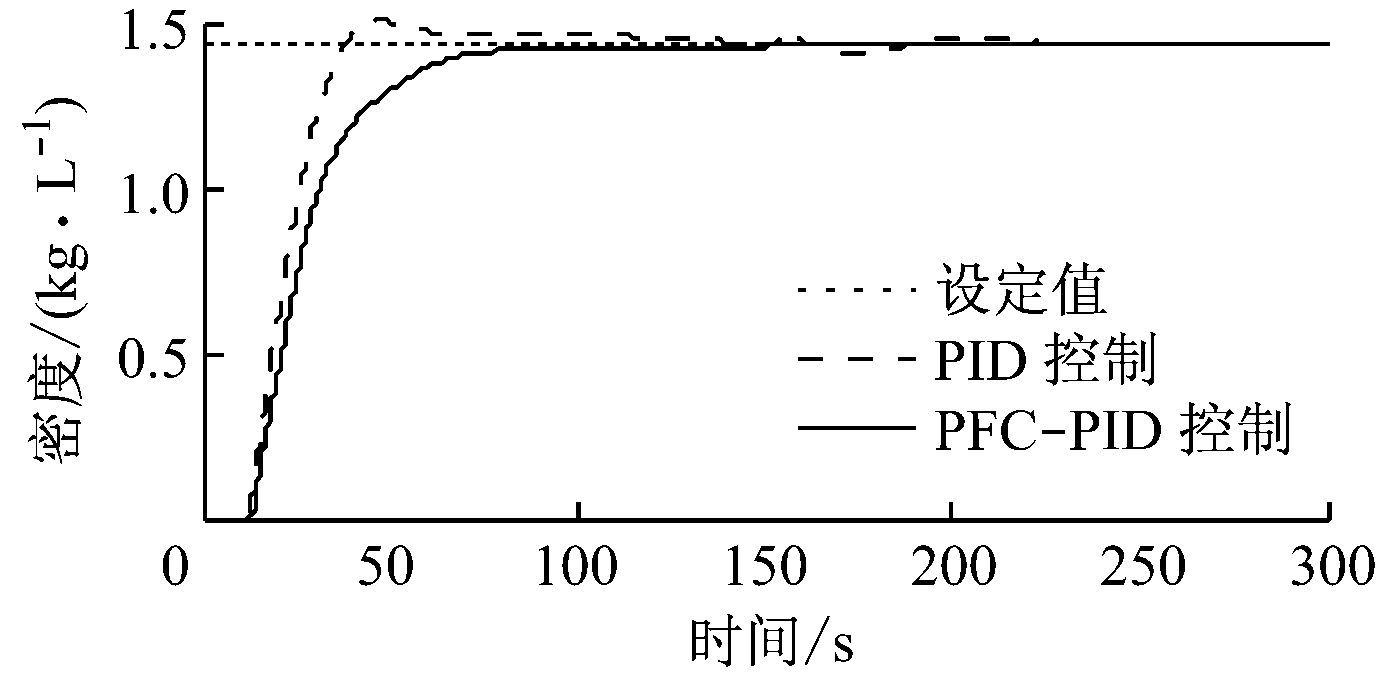
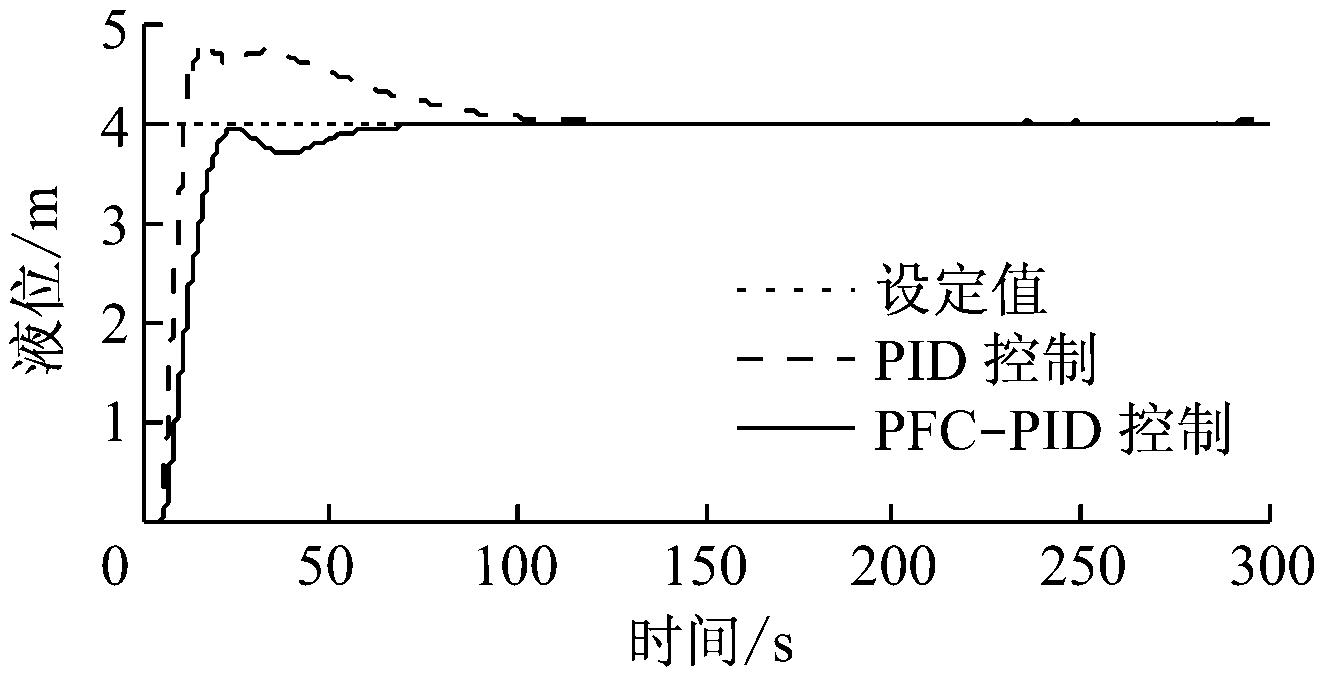
为验证PFC-PID控制算法在模型失配时的适应能力,分别将各通道传递函数的相关参数调整为+20%,仿真观察PFC-PID控制算法作用下的动态特性,并与PID控制算法作用下的系统动态特性进行比较,仿真结果如图4—图7所示。
通过图4—图7可以发现,无论哪一通道的模型参数发生变化,较PID控制算法,PFC-PID控制算法的超调量都较低,除个别情况外,系统调节时间均有大幅缩短,其跟踪能力更强。证明在模型失配时,PFC-PID控制算法适应能力更好。
(a) 密度
(b) 液位
图3 PID控制算法与PFC-PID控制算法作用下的密度与液位仿真曲线
Fig.3 Simulation curves of density and liquid level under PID control algorithm and PFC-PID control algorithm

(a) 密度
(b) 液位
图4G11参数调整后的密度与液位仿真曲线
Fig.4 Simulation curves of density and liquid level of adjusted parametersG11
(a) 密度
(b) 液位
图5G12参数调整后密度与液位仿真曲线
Fig.5 Simulation curves of density and liquid level of adjusted parametersG12
(a) 密度
(b) 液位
图6G21参数调整后密度与液位仿真曲线
Fig.6 Simulation curves of density and liquid level of adjusted parametersG21
(a) 密度
(b) 液位
图7G22参数调整后密度与液位仿真曲线
Fig.7 Simulation curves of density and liquid level of adjusted parametersG22
在实际生产过程中,由于现场的外界干扰因素很多,还应该验证有外界干扰作用的情况下PFC-PID控制算法的抑制干扰能力。为此分别在对系统施加作用后的220 s和240 s对密度和液位施加0.05和0.2的阶跃干扰,并与传统PID控制算法相比较,仿真结果如图8所示。
从图8可看出,在抑制干扰方面,较PID控制算法,PFC-PID控制算法响应速度更快,恢复稳定所用时间更短,虽然超调有所增大,但在生产允许范围内,具有较好的抗干扰能力。
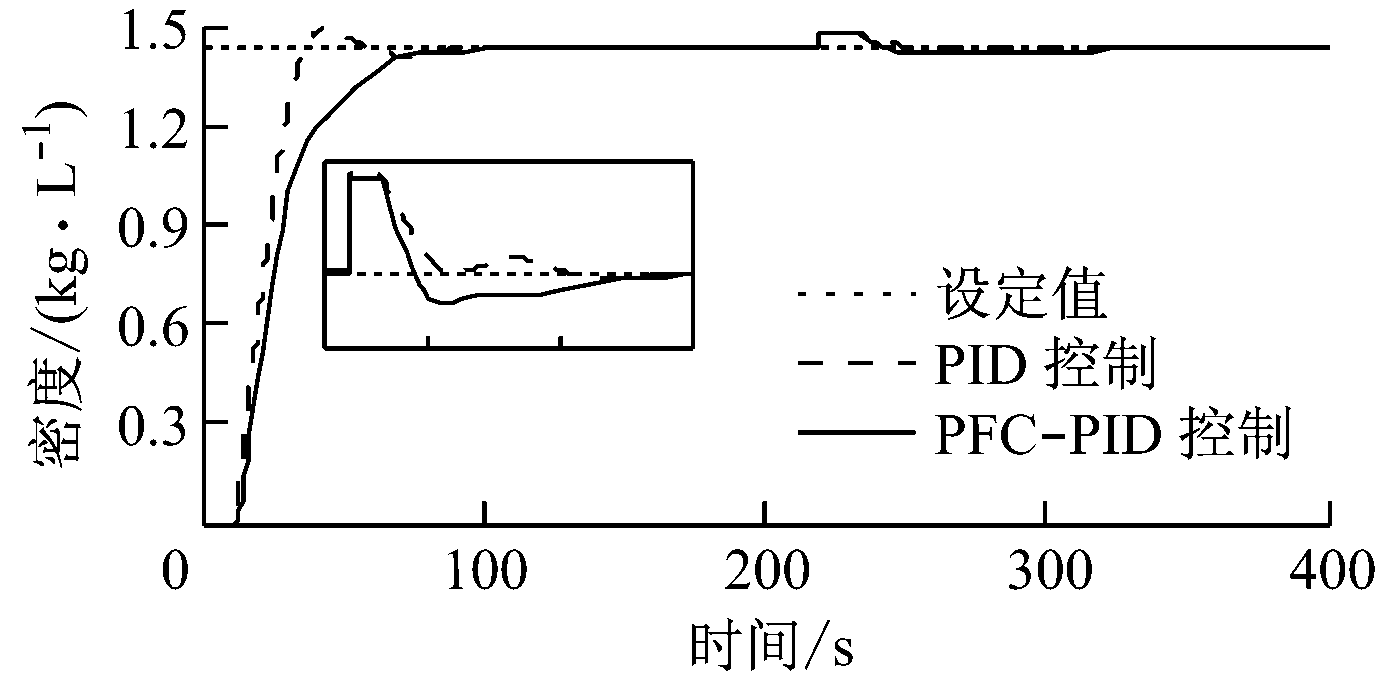
(a) 密度
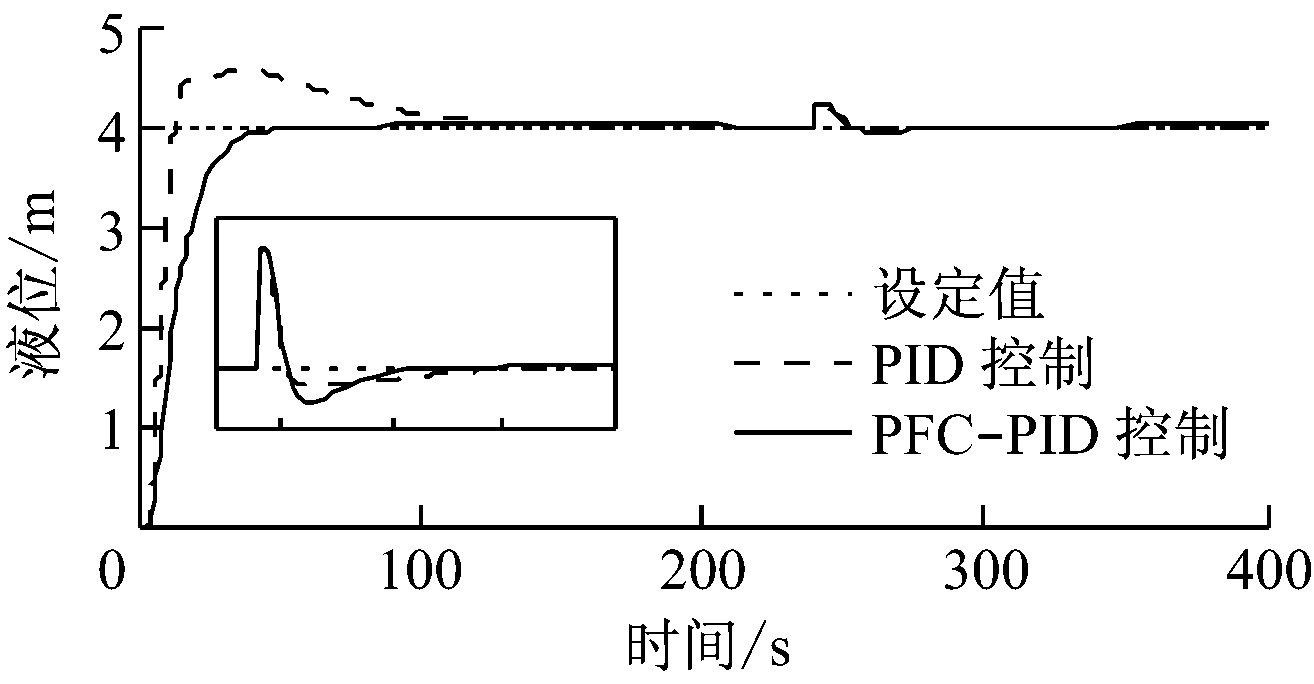
(b) 液位
图8 干扰存在时,PID控制算法与PFC-PID控制算法作用下的密度与液位仿真结果
Fig.8 Simulation results of density and liquid level under PID control and PFC-PID control algorithm with interference
重介悬浮液密度与液位PFC-PID控制算法采用双闭环控制对悬浮液密度和合介桶液位进行控制,即内环采用PID控制技术用以稳定系统,外环采用PFC控制技术,并将内环作为外环PFC控制的广义预测对象加以控制,以克服滞后。仿真结果表明,PFC-PID控制算法能够很好地补偿滞后,既具有PID控制稳定性好、稳态误差小,又具有PFC控制超调量低、调节时间短的特点,且能够快速消除扰动,适合运用于重介选煤工艺过程。
参考文献(References):
[1] 张慧林. 浅谈煤炭洗选加工现状及发展[J]. 化工设计通信, 2016, 42(3):9-10.
ZHANG Huilin. Present situation and development of coal washing and processing[J].Chemical Engineering Design Communications,2016,42(3):9-10.
[2] O'BRIEN M,FIRTH B, MCNALLY C. Effect of medium composition on dense medium cyclone operation[J]. International Journal of Coal Preparation and Utiliaztion,2014,34(3):121-132.
[3] 陈常州, 张振红, 吉英华. 无压给料三产品重介旋流器分选工艺的应用实践[J]. 煤炭加工与综合利用,2014(5):19-22.
CHEN Changzhou, ZHANG Zhenhong, JI Yinghua. Application about separation technology of the non-pressure three products heavy medium cyclone[J].Coal Processing & Comprehensive Utilization,2014(5):19-22.
[4] 易志钦,张涛.我国重介质选煤工艺分析[J].中小企业管理与科技,2010(4):230.
[5] 郝继飞, 许世范. 重介选煤密度控制系统数学模型与自适应控制方法研究[J]. 工矿自动化,1995,21(1): 11-13.
[6] 张震,曹桂宝.重介选煤工艺在唐口煤业选煤厂的应用[J].洁净煤技术,2011,17(2):15-17.
ZHANG Zhen, CAO Guibao. Application of dense medium coal preparation technique in Tangkou coal preparation plant[J].Clean Coal Technology,2011,17(2):15-17.
[7] 孟凡芹,王耀才,姜建国,等.重介工艺悬浮液密度与液位的多变量模糊控制方法研究[J].中国矿业大学学报,2005,34(2):252-255.
MENG Fanqin, WANG Yaocai, JIANG Jianguo,et al. Study of multivariable fuzzy control for density and level of suspension in heavy media coal processing[J].Journal of China University of Mining & Technology,2005,34(2):252-255.
[8] 黄灿,桂卫华,阳春华,等.多变量时滞过程解耦Smith控制[J].控制理论与应用,2010,27(10):1393-1398.
HUANG Can, GUI Weihua, YANG Chunhua, et al. Decoupling Smith control for multivariable system with time-delays[J]. Control Theory & Applications,2010,27(10):1393-1398.
[9] LIU H, LI S. Speed control for PMSM servo system using predictive functional control and extended state observer[J]. IEEE Transactions on Industrial Electronics,2012,59(2):1171-1183.
[10] 郭西进,张志强,王广胜.重介选煤中密度与液位解耦控制研究[J].煤炭技术,2017,36(1):296-298.
GUO Xijin, ZHANG Zhiqiang, WANG Guangsheng. Research on decoupling control method of density and level in dense medium coal preparation[J]. Coal Technology,2017,36(1):296-298.
[11] ZHANG Ridong, WU Sheng, GAO Furong. Improved PI controller based on predictive functional control for liquid level regulation in a coke fractionation tower[J]. Journal of Process Control, 2014,24(3):125-132.
[12] 苏成利, 施惠元,李平,等.增量式多变量预测函数控制及其在气体分馏装置中的应用[J].南京理工大学学报(自然科学版),2015,39(5):625-631.
SU Chengli, SHI Huiyuan, LI Ping, et al.Incremental multivariable predictive functional control and its application in gas fractionation unit[J]. Journal of Nanjing University of Science and Technology (Nature Science), 2015, 39(5): 625-631.
[13] 单博,高哲.MPC-FOPID控制器在串级控制系统中的应用[J].中国仪器仪表,2016(3):49-51.
SHAN Bo,GAO Zhe. The application of MPC-FOPID controllers in cascade control system[J]. China Instrumentation, 2016(3):49-51.
[14] 何同祥,房芳.一类非自衡对象的预测函数控制[J].仪器仪表用户,2016,23(3):46-47.
HE Tongxiang, FANG Fang. Predictive functional control in a kind of no self-regulating process[J]. Instrumentation Customer,2016,23(3):46-47.
[15] 张云,刘红波,王思军.一类非自衡过程预测PID控制器的设计及鲁棒稳定性的分析研究[J].计算机应用研究,2010,27(8):3020-3023.
ZHANG Yun, LIU Hongbo, WANG Sijun. Design of predictive PID controller and analysis on robust stability for auto-unbalance plus time delay process[J]. Application Research of Computers,2010,27(8):3020-3023.
[16] 席裕庚,李德伟,林姝.模型预测控制——现状与挑战[J].自动化学报,2013,39(3):222-236.
XI Yugeng, LI Dewei, LIN Shu. Model predictive control—status and challenges[J]. Acta Automatica Sinica,2013,39(3):222-236.
[17] ZHANG B, WANG X Y, TANG Y C, et al. Predictive functional control and stability analysis of MIMO bilinear systems[C]// Proceedings of the 2006 American Control Conference,Minneapolis Minnesota,2006:177-182.
GUO Xijin1, SHAO Hongqing1,2, YANG Chunbao1,3, ZHANG Zhiqiang1,4
(1.School of Information and Control Engineering, China University of Mining and Technology,Xuzhou 221008,China; 2.Xinyang Branch, Jiangsu Dahua Seed Enterprise Co.,Ltd., Yancheng 224314, China; 3.Jiangsu Camel Transport Water Conservancy Engineering Management Office,Suqian 223800,China; 4.CRRC Shandong Co., Ltd.,Jinan 250022,China)
Abstract:In order to solve problems of big lag and strong coupling of density and liquid level of heavy medium suspension in heavy medium coal preparation control system, a mathematical model of density and liquid level control system of heavy medium suspension was established and PFC-PID control algorithm of density and liquid level in heavy medium suspension was put forward on the basis of decoupling the system. Closed-loop control method is adopted to control density and liquid level, namely, PID control technology is used to control decoupled system and make the system stable in inner loop, and PFC control technology is used to solve problem of delay in outer loop, inner loop is taken as generalized prediction objects of outer loop. The simulation results show that the control algorithm has characteristics of low overshoot volume, short setting time and small static error and good ability of anti-interference, and has better control effect than traditional PID control technology.
Key words:heavy medium coal preparation; density of suspension; joint liquid level; decoupling; predictive functional control; PID control
文章编号:1671-251X(2018)01-0089-07
DOI:10.13272/j.issn.1671-251x.2017030088
中图分类号:TD948
文献标志码:A 网络出版时间:2017-12-18 09:35
网络出版地址:http://kns.cnki.net/kcms/detail/32.1627.TP.20171215.1620.006.html
收稿日期:2017-08-21;
修回日期:2017-10-25;
责任编辑:张强。
基金项目:国家自然科学基金资助项目(61072094)。
作者简介:郭西进(1962-),男,安徽固镇人,教授,硕士研究生导师,主要研究方向为计算机集成制造技术、智能控制理论、自适应控制、网络控制,E-mail:1562403933@qq.com。
引用格式:郭西进,邵宏清,杨春宝,等.重介悬浮液密度与液位PFC-PID控制算法研究[J].工矿自动化,2018,44(1):89-95.
GUO Xijin,SHAO Hongqing,YANG Chunbao,et al.Research on PFC-PID control algorithm of density and liquid level in heavy medium suspension[J].Industry and Mine Automation,2018,44(1):89-95.