图1 正常工作状态下的采煤机电缆牵引拉力
Fig.1 Cable traction tension of shearer under normal working condition
李玉华1,2, 杨传常1,2, 闫业臣1,2, 刘广民1,2
(1.山东能源枣庄矿业(集团)有限责任公司, 山东 枣庄 277311; 2.山西美锦能源集团 汾西太岳煤业股份有限公司, 山西 长治 046599)
摘要:针对因采煤机牵引电缆拉力过载而损坏电缆及电缆牵引夹的问题,设计了一种采煤机电缆牵引拉力过载保护装置。该装置采用拉力传感器采集采煤机牵引电缆过程中产生的牵引拉力信号,单片机智能控制电路通过软件分析判断牵引拉力是否过载,若电缆牵引拉力过载,单片机自动控制采煤机反向牵引,将采煤机牵引电缆拉力降为最低,并发出语音报警。实际应用验证了该装置的可靠性。
关键词:采煤机供电电缆; 电缆牵引夹; 牵引拉力; 拉力传感器; 拉力过载保护
采煤机供电电缆安装在电缆牵引夹中,牵引电缆夹运行在刮板输送机电缆槽中,由于受采煤工作面复杂环境影响,经常发生牵引电缆拉力过载故障,严重时采煤机电缆或电缆牵引夹会被拉断或损坏。采煤机电缆拉断或绝缘损坏短路时会产生高强度的电火花,容易引起煤尘或瓦斯爆炸,造成严重的煤矿安全生产事故。基于多年的采煤机械化理论研究和采煤工作面现场工作实践,笔者分析了采煤机在牵引电缆过程中产生拉力过载的原因,设计了一种采煤机电缆牵引拉力过载保护装置[1]。该装置采用拉力传感器采集采煤机牵引电缆过程中产生的牵引拉力,通过单片机智能控制电路分析判断牵引拉力是否过载,若电缆牵引力过载,装置自动控制采煤机反向牵引,将采煤机牵引电缆的拉力降为最低。该装置从根本上解决了采煤机牵引电缆过载造成的机电事故,保障了煤矿的安全生产。
采煤机电缆牵引夹制造材料一般采用PA66塑料材质,PA66塑料材质具有强度高、耐摩擦、静电低、自润滑、动摩擦系数低的特点[2]。动摩擦力的大小和电缆牵引夹相互间的正压力及与电缆槽的摩擦力成正比,即f=μN,其中f为摩擦力,μ为比例常数滑动摩擦系数,N为接触面的正压力。采煤机电缆牵引夹以滑动摩擦方式运行在刮板输送机电缆槽中,产生的动摩擦阻力有电缆牵引夹与电缆牵引夹之间的动摩擦阻力、电缆牵引夹与电缆槽之间的动摩擦阻力、电缆牵引夹与杂物阻塞产生的动摩擦阻力等,这些动摩擦阻力是采煤机电缆牵引拉力过载产生的主要原因。
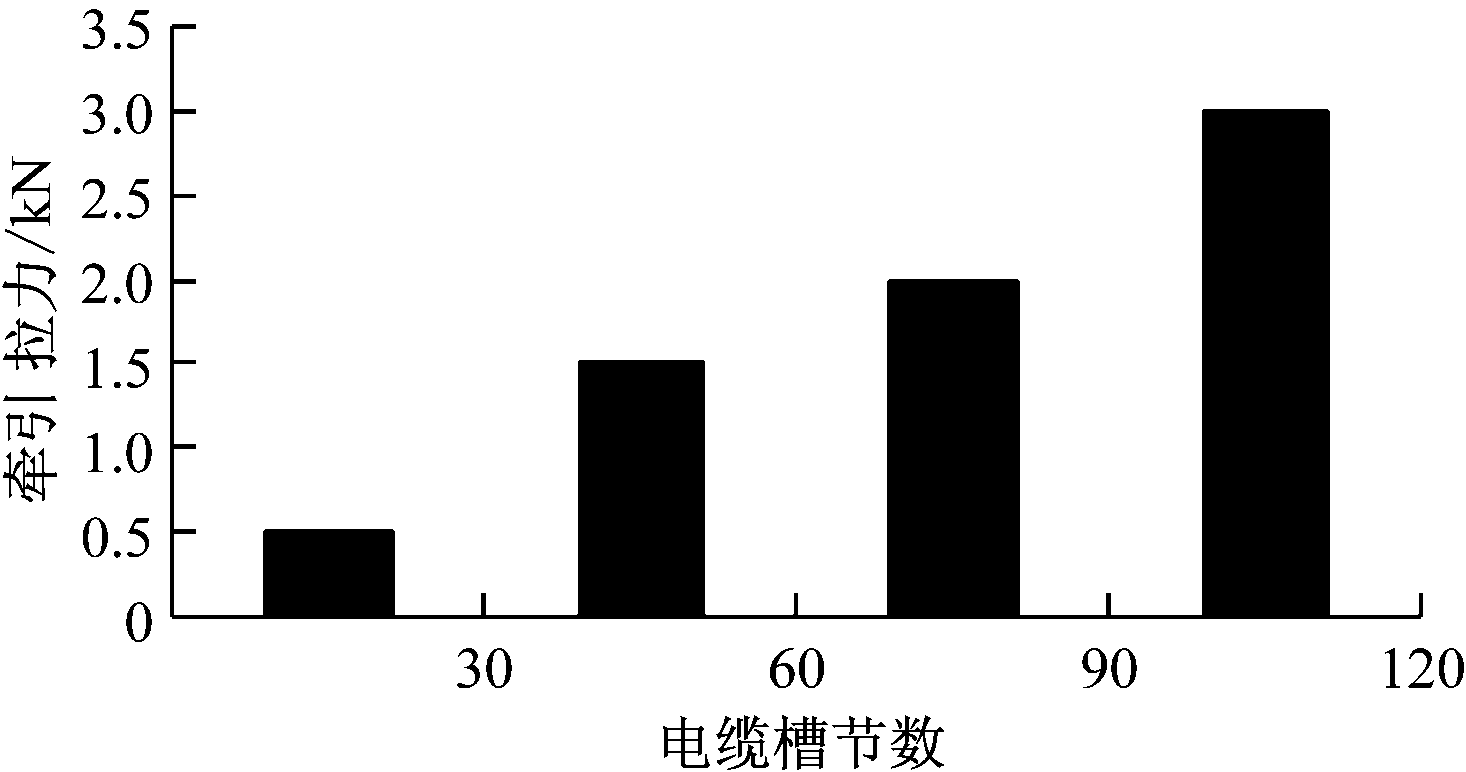
本文以山西美锦能源集团太岳煤业股份有限公司2101工作面为研究背景,分析在正常工作状态下采煤机电缆牵引拉力的情况。该工作面配备103节刮板输送机,采煤机以正常采煤速度(5 m/min)运行,采煤机电缆牵引夹最大行程满负荷拉力实测数据小于或等于3 kN。正常工作状态下的采煤机电缆牵引拉力如图1所示。从图1可看出,正常工作状态下,采煤机电缆牵引拉力与工作面长度基本成正比,且具有良好的线性关系,采煤机电缆牵引夹长度越长,产生的牵引拉力就越大。
采煤机电缆牵引拉力过载的原因是多方面的,采煤机电缆牵引夹产生的动摩擦阻力、采煤机电缆牵引夹与电缆槽之间的动摩擦阻力等在正常范围内不会造成采煤机电缆牵引拉力过载。造成采煤机电缆牵引拉力过载的原因有以下3个方面:
图1 正常工作状态下的采煤机电缆牵引拉力
Fig.1 Cable traction tension of shearer under normal working condition
(1) 杂物阻塞电缆槽。采煤工作面环境复杂,刮板输送机电缆槽是开放式,在煤矿生产过程中,刮板输送机电缆槽中会落入木料、金属支护材料、矸石、煤炭等杂物,阻塞电缆槽,阻碍采煤机电缆牵引夹通过。
(2) 电缆槽变形。刮板输送机电缆槽受外力影响产生变形,变形处的电缆槽变窄,电缆槽宽度小于采煤机电缆牵引夹,阻碍采煤机电缆牵引夹通过。
(3) 采煤工作面调采。若采煤工作面不直,需要调采,采煤机要在采煤工作面局部进行采煤作业,造成采煤机电缆牵引夹来回折叠并高于电缆槽,高于电缆槽的电缆牵引夹容易滑入刮板输送机中,被刮板输送机的刮板与链条拖曳,造成采煤机电缆牵引拉力过载。
以上3种原因造成的采煤机电缆牵引拉力过载故障在采煤工作面是经常发生的,若现场工作人员不及时发现会造成采煤机电缆牵引拉力过载,严重时会拉断或损坏采煤机电缆或电缆牵引夹。
采煤机电缆牵引拉力过载保护装置由牵引拉力传感器、单片机智能控制电路、本安电源3个部分组成,本安电源为采煤机电缆牵引拉力过载保护装置提供工作电源。
电缆牵引拉力传感器采用DYLY-102A型电阻应变式拉力传感器,拉力传感器在采煤机上的安装位置如图2所示。拉力传感器上端与采煤机电缆牵引拉力过载保护装置机械连接,下端与采煤机电缆牵引夹机械连接[3],采煤机牵引电缆产生拉力,拉力传感器两端的拉力产生变化时,拉力传感器内部的应变电阻阻值也发生微小变化,拉力传感器输出应变电压与单片机智能控制电路连接,经多芯电缆传送到控制电路的放大整形及A/D电路,实时检测采煤机牵引电缆过程中产生的拉力。

图2 拉力传感器在采煤机上的安装位置
Fig.2 Installation location of tension sensor in shearer
图3为采煤机电缆牵引拉力传感器在汾西太岳煤业股份有限公司2101工作面采煤机上的应用。采煤机以5 m/min速度运行,电缆牵引拉力传感器两端处于受力状态,工作面有103节刮板输送机,采煤机运行到工作面刮板输送机的50节位置时,因杂物阻塞电缆槽,采煤机电缆牵引拉力严重过载,电缆牵引拉力大于5 kN,拉力传感器产生的应变电压输入到单片机智能控制电路,单片机软件检测判断采煤机电缆牵引拉力过载,采煤机反向牵引控制继电器吸合,采煤机立即反向牵引,同时发出“电缆牵引过载故障”语音报警,采煤机电缆牵引拉力由5 kN降为0,停止采煤机运行,避免了因采煤机电缆牵引拉力过载而损坏采煤机电缆及电缆牵引夹,达到了保护采煤机电缆及牵引夹的设计要求。故障状态下的采煤机电缆牵引拉力如图4所示。
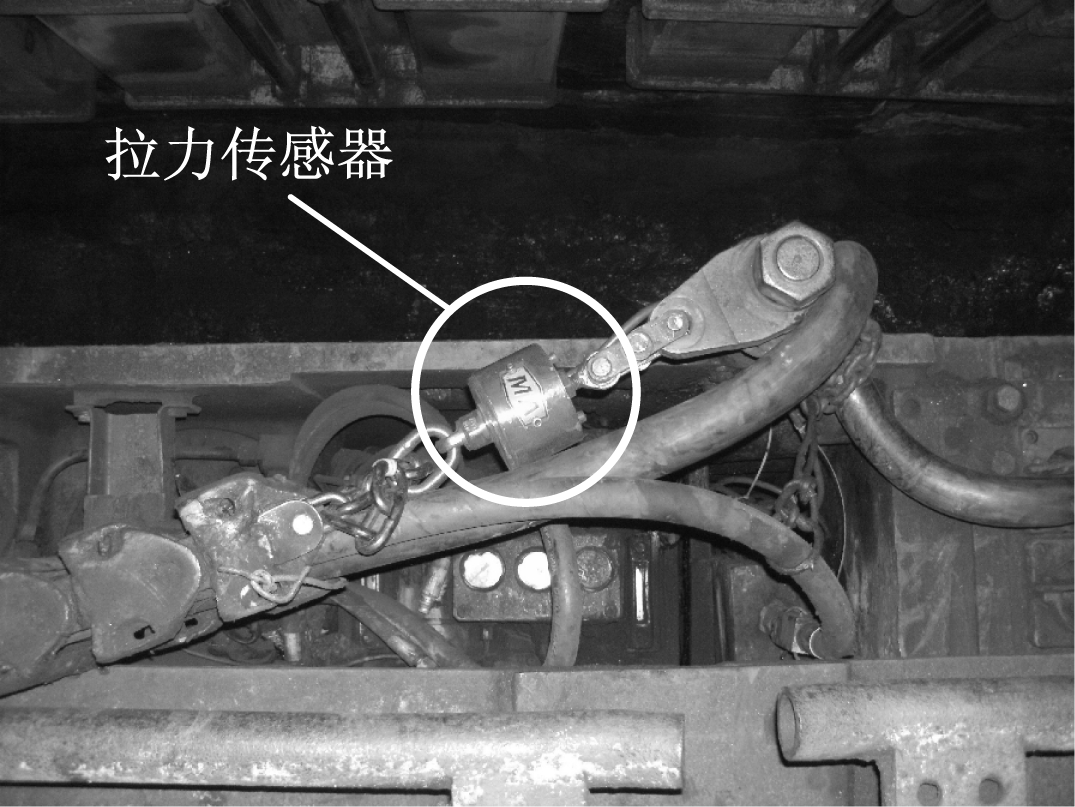
图3 电缆牵引拉力传感器在采煤机上的应用
Fig.3 Applications of cable traction tension sensor in shearer
单片机智能控制电路工作原理如图5所示,控制电路输入光电偶合器检测当前采煤机牵引方向,电缆牵引拉力传感器的输出电压经多芯电缆传送到主控制器的放大整形及A/D电路,将离散的模拟信号转换为数字信号送到主控单片机PIC16F876A[4-5]中,单片机计算出采煤机实时电缆牵引拉力值,并将其送到LED显示器,以图形方式显示。然后与内置整定电缆牵引拉力保护数值比对,在发生电缆牵引拉力过载时,当前采煤机牵引方向取反,立即发出语音报警,单片机输出信号控制继电器吸合,采煤机将立即反向牵引,电缆牵引拉力从最大值立即降为最低值,单片机经过延时后若检测到过载故障消失,则输出信号控制继电器断开,采煤机停止牵引。主控单片机芯片PIC16F876A[6-8]为14 bit中级处理器,抗干扰能力强。针对采煤机变频器谐波干扰和射频辐射传导干扰[9]等对电子电路危害大、容易造成单片机程序跑飞死机的问题,在软件上设置了防止程序跑飞的看门狗,在硬件上对印刷电路板进行优化设计。特别是对于采煤机变频器谐波干扰[10],采用了输入数据采集光电隔离和输出无源接点等方法,使采煤机变频器在3~80 Hz变化时,电缆牵引拉力过载控制电路能正常工作,达到了抗电磁干扰的设计要求。
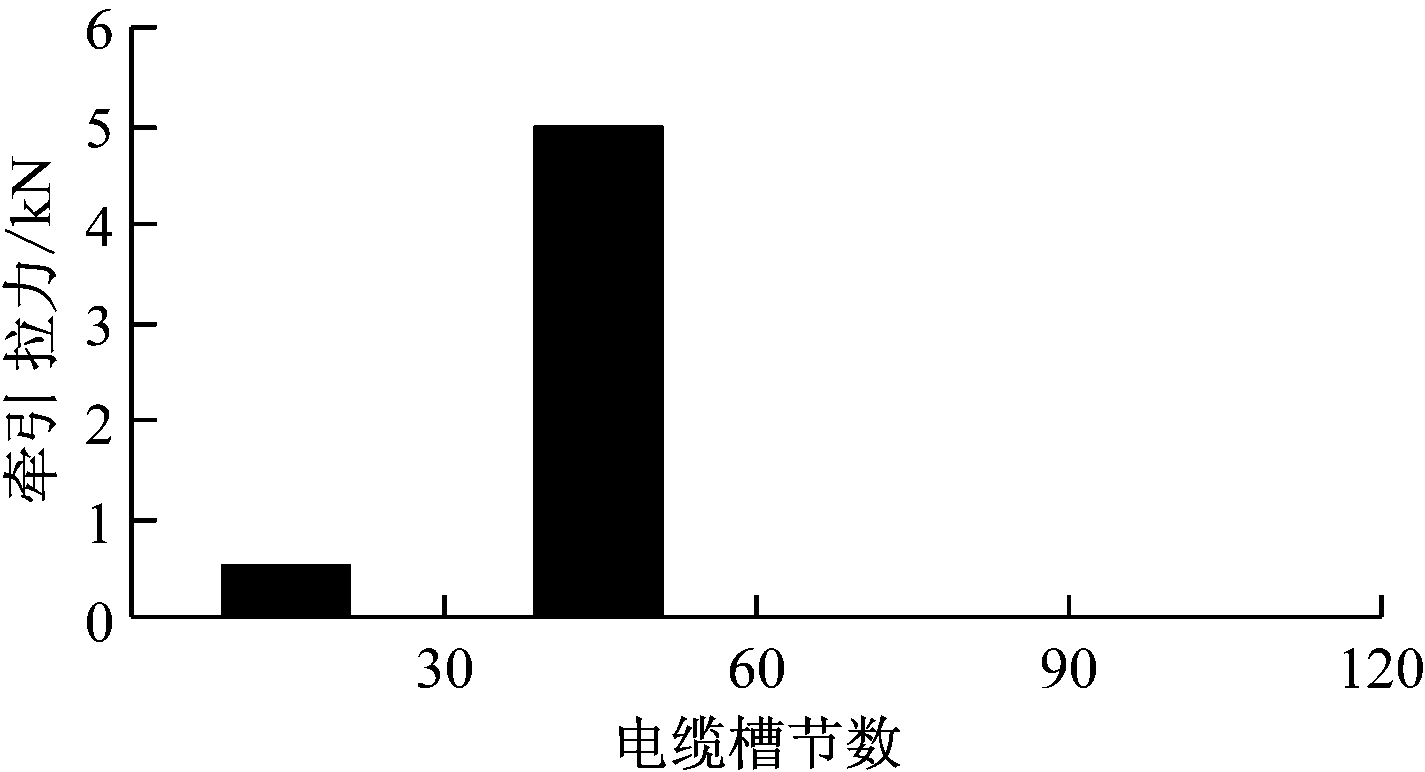
图4 故障状态下的采煤机电缆牵引拉力
Fig.4 Cable traction tension of shearer under fault condition
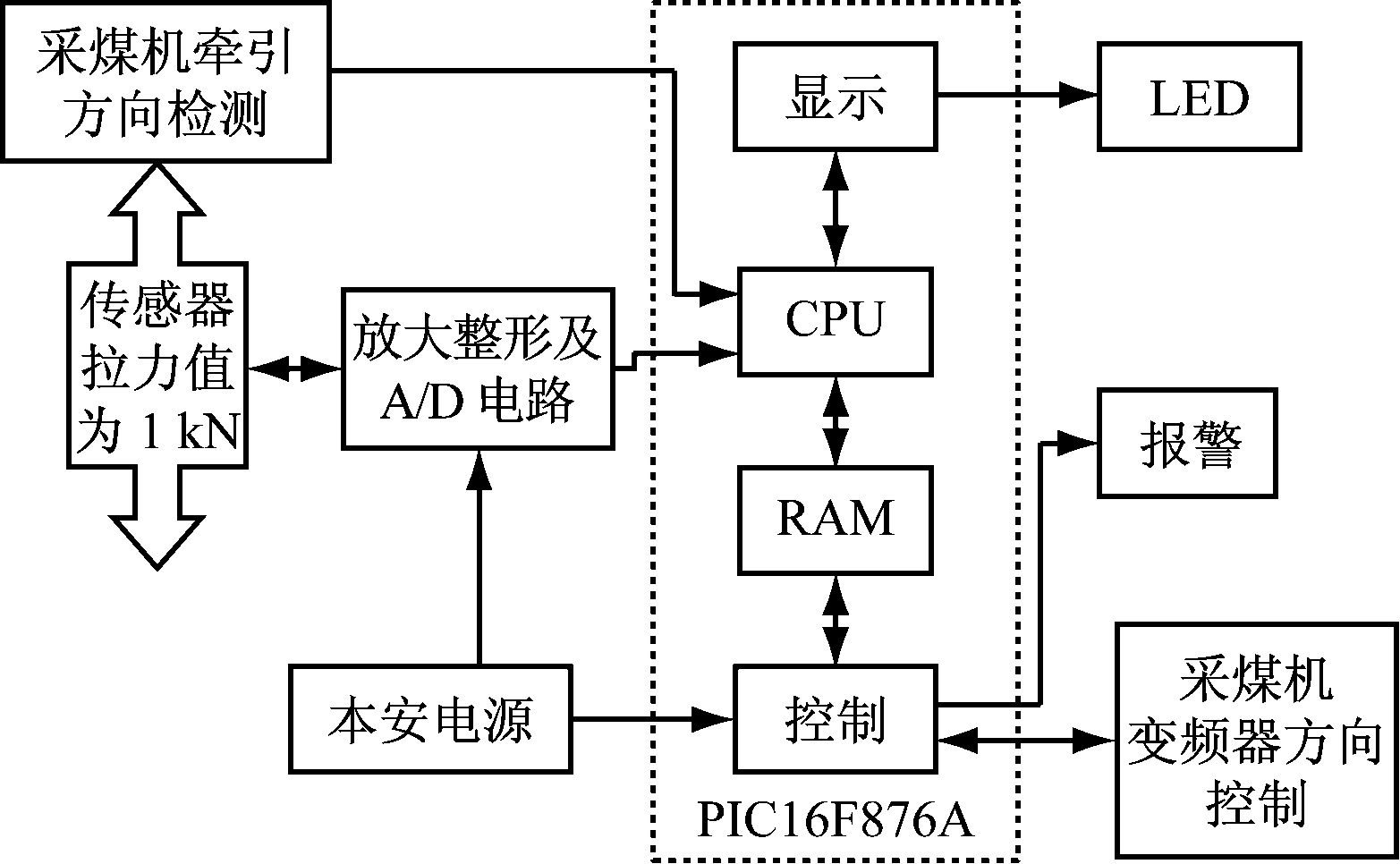
图5 单片机智能控制电路工作原理
Fig.5 Working principle of microcomputer intelligent control circuit
本安电源采用MKDA-1/24 V本安型直流电源[11],输入交流电压为127~220 V,本安输出直流电压为24 V,本安最大开路电压为24.3 V,本安最大输出电流为500 mA。本安电源24 V电压输入到保护装置电源电路,经过降压及稳压后输出18 V电压给拉力传感器供电,输出5 V电压给单片机智能控制电路供电。
采煤机电缆牵引拉力过载保护装置与MJ300/700-QWD电牵引采煤机控制接线如图6所示,图中G1,G2光耦通过接线端子JP1与采煤机电控箱及变频调速箱电连接,用以检测当前采煤机牵引方向,采用光电偶合器检测牵引方向对采煤机电控箱技术参数无影响。LLG为本安拉力传感器,本安拉力传感器输入引线电缆通过采煤机背面(煤壁侧)闲置喇叭口接到采煤机本安接线端子,通过闲置穿墙本安端子进入采煤机电控箱,确保与非本安接线端子的距离大于50 mm,采煤机电缆牵引拉力过载保护装置控制电路电源输入电容小于4.7 μF,电源电路不使用电感[12],严格执行本质安全电路标准。采煤机电缆牵引拉力过载保护装置左向牵引控制继电器K1输出无源接点,通过JP3端子与采煤机电控箱控制面板左向牵引控制按钮电连接。右向牵引控制继电器K2输出无源接点,通过JP4端子与采煤机电控箱控制面板右向牵引控制按钮电连接。牵引停止控制继电器K3输出无源接点,通过JP5端子与采煤机控制面板牵引停止按钮电连接。采煤机电缆牵引拉力过载保护装置控制电路为本质安全电路,与采煤机电控箱控制电路完全电气隔离[13-15],对采煤机电控箱技术参数无影响。
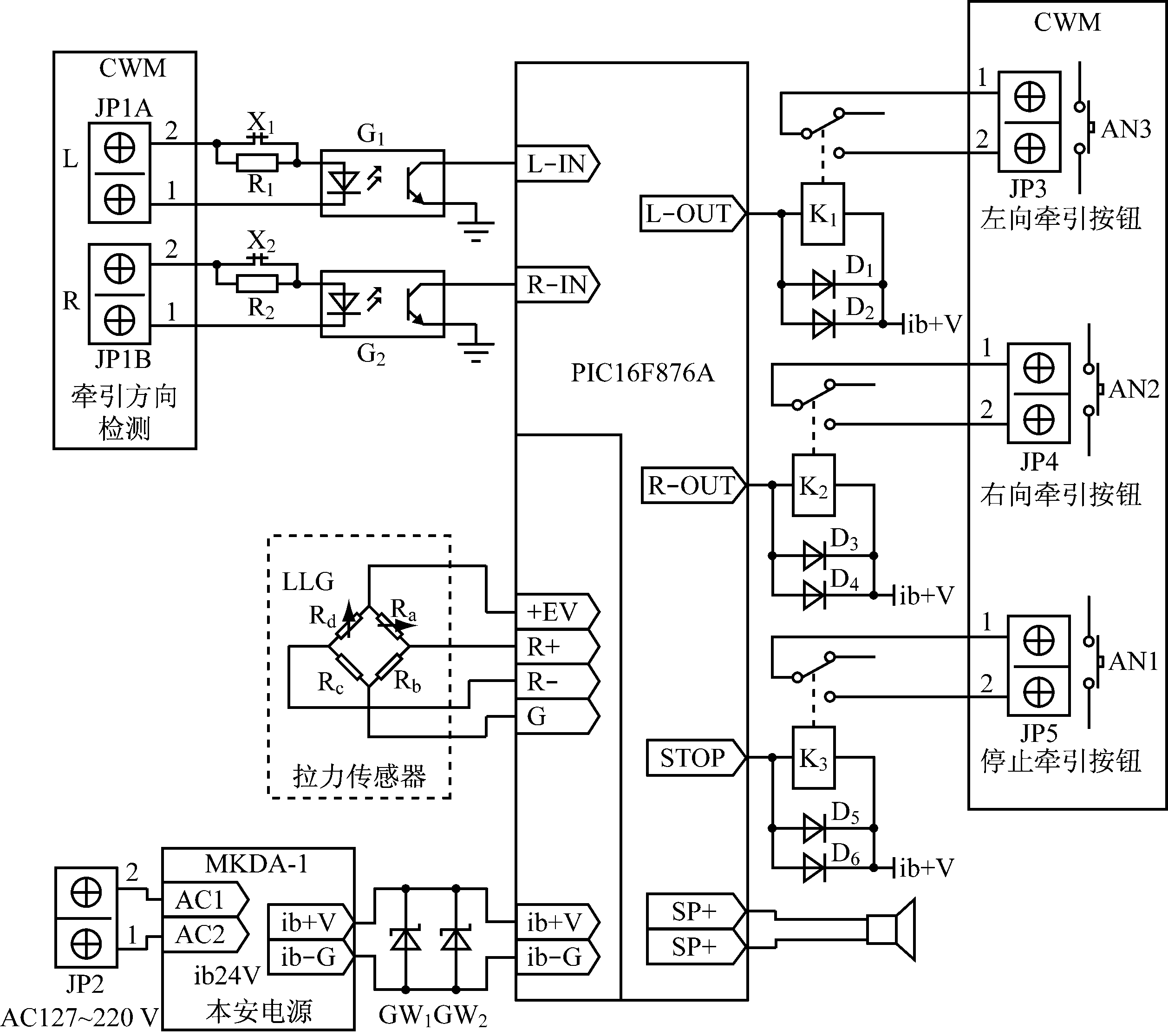
图6 保护装置与采煤机控制接线
Fig.6 Control connection between protection device and shearer
PIC16F876A单片机控制程序流程如图7所示。PIC16F876A单片机A/D采样程序流程如图8所示。
采煤机电缆牵引拉力过载保护装置采用拉力传感器实时检测采煤机电缆牵引拉力,若发生电缆牵引过载故障时,单片机控制电路自动控制采煤机反向牵引,并发出语音报警,停止采煤机运行。该装置已在山西美锦能源集团太岳煤业股份有限公司2101工作面投入使用,多次成功避免了因采煤机电缆牵引拉力过载故障损坏采煤机电缆或电缆牵引夹的事故,为煤矿的安全生产提供了保障。
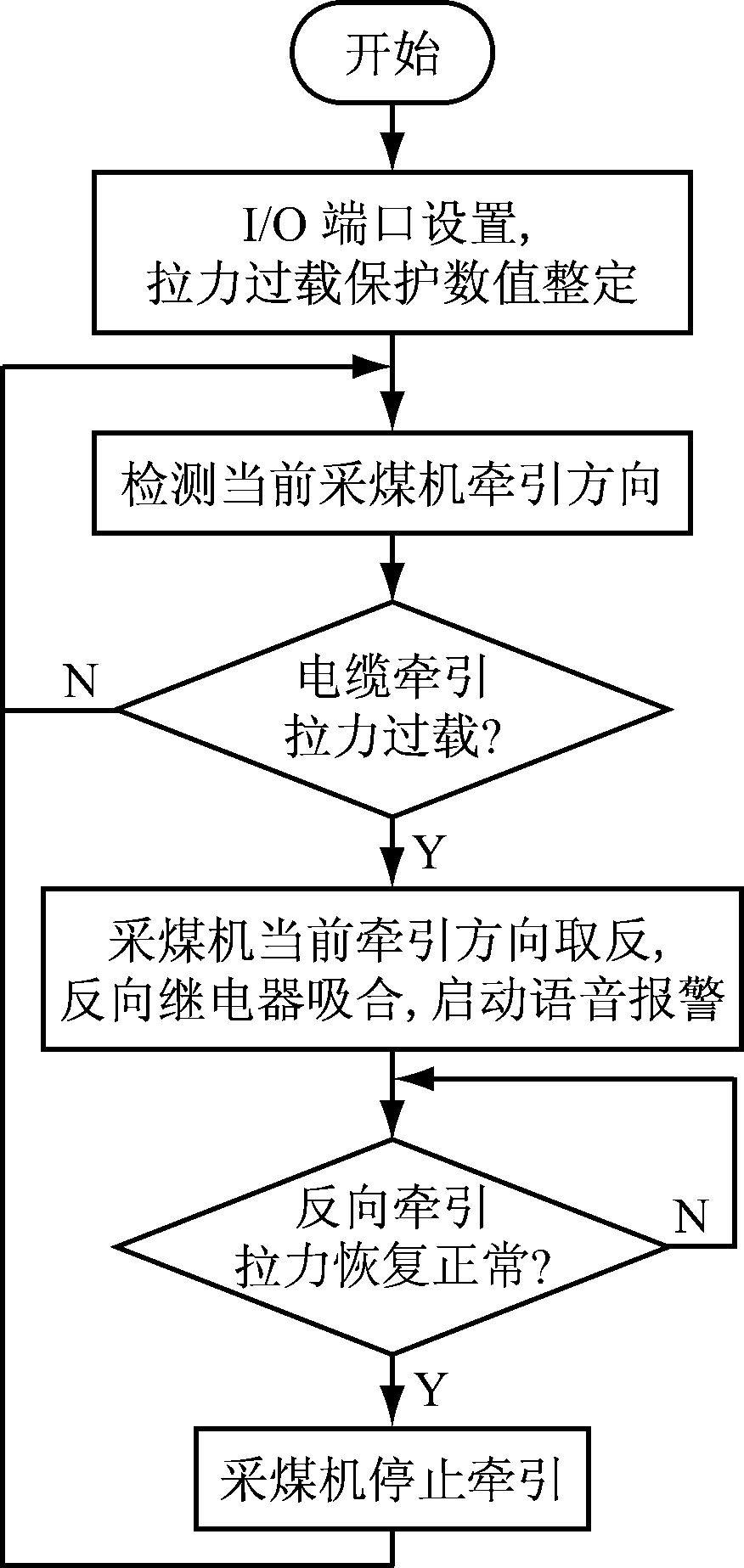
图7 PIC16F876A单片机控制程序流程
Fig.7 Flow chart of control program of PIC16F876A microcomputer
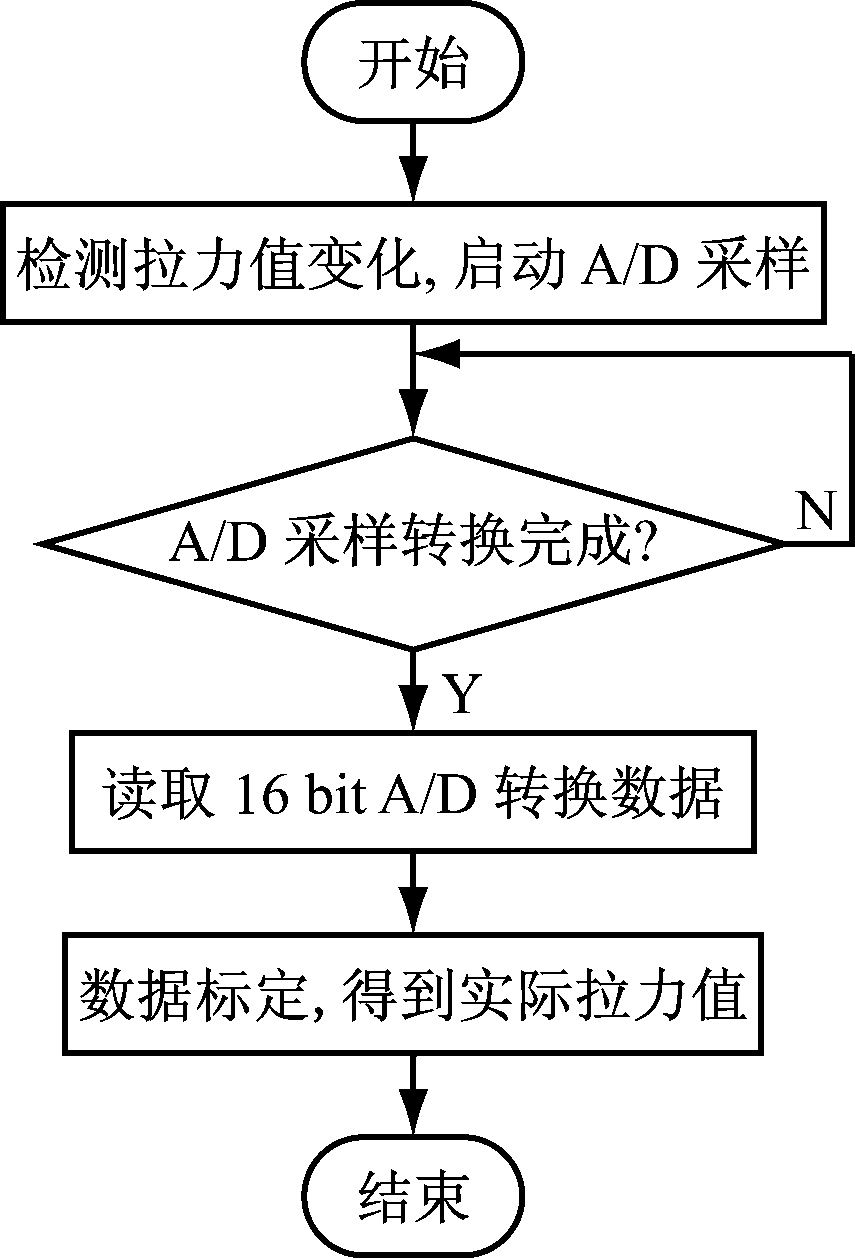
图8 PIC16F876A单片机A/D采样程序流程
Fig.8 Flow chart of A/D sampling program of PIC16F876A microcomputer
参考文献(References):
[1] 张旭辉,姚闯,刘志明,等. 面向自动化工作面的电牵引采煤机控制系统设计[J]. 工矿自动化,2017,43(4): 1-5.
ZHANG Xuhui, YAO Chuang, LIU Zhiming, et al. Design of control system of electric traction shearer oriented automatic working face[J]. Industry and Mine Automation, 2017,43(4):1-5.
[2] 张秀华. 摩擦材料的表征[M]. 哈尔滨:哈尔滨工业大学出版社,2014.
[3] 罗志增,薛凌云,席旭刚. 测试技术与传感器[M]. 西安:西安电子科技大学出版社,2008.
[4] 麦克.普雷德科.PIC单片机便携手册[M].刘任平,刘玉琳,译.北京:机械工业出版社,2005.
[5] 张皆喜. PIC系列单片机C语言编程与应用实例[M]. 北京:电子工业出版社,2008.
[6] 江和. PIC16系列单片机C程序设计与PROTEUS仿真[M]. 北京:北京航空航天大学出版社,2010.
[7] 谭浩强. C程序设计[M]. 北京:清华大学出版社,1999.
[8] 付淑玲,安里千,李真西. 本质安全电气设备中Ri、Li和Ci参数测试分析[J]. 电气防爆,2012(2):40-43.
FU Shuling, AN Liqian, LI Zhenxi. Analysis on Ri, Li and Ci in intrinsically safe apparatus[J]. Electric Explosion Protection, 2012(2):40-43.
[9] 严刚峰,方红,杨维,等. 减小干扰源耦合影响的电路设计探讨[J].工矿自动化,2014,40(5):22-26.
YAN Gangfeng, FANG Hong, YANG Wei,et al. Discussion on circuit design for reducing coupling degree of interference source [J]. Industry and Mine Automation, 2014,40(5):22-26.
[10] 翁绍捷. 开关量采样的干扰与抗干扰电路设计[J]. 机电工程技术,2002,31(5):28-29.
WENG Shaojie. The interference of switch sampling and the circuit design of interference resistance[J]. Mechanical & Electrical Engineering Technology, 2002, 31(5):28-29.
[11] MT/T 408—1995煤矿用直流稳压电源[S].
[12] 孙继平. 《煤矿安全规程》电气部分修订意见[J]. 工矿自动化,2014,40(4):1-5.
SUN Jiping. Proposal of revision for electrical section ofCoalMineSafetyRegulation[J]. Industry and Mine Automation, 2014,40(4):1-5.
[13] GB 3836.1—2010爆炸性气体环境用电气设备 第1部分:通用要求 [S].
[14] GB 3836.1—2010爆炸性气体环境用电气设备 第4部分:本质安全型“i”. [S].
[15] MT209—1990煤矿通信、检测、控制用电工电子产品通用技术条件[S].
LI Yuhua1,2, YANG Chuanchang1,2, YAN Yechen1,2, LIU Guangmin1,2
(1.Shandong Energy Zaozhuang Mining Group Co., Ltd., Zaozhuang 277311, China; 2.Fenxi Taiyue Coal Co., Ltd., Shanxi Meijin Energy Group, Changzhi 046599, China)
Abstract:In view of problem of cable and cable traction clamp damaged by tension overloading of cable traction of shearer, a cable traction tension overload protection device of shearer was designed. The device adopts tension sensor to gather traction force signal produced in process of tracting cable by shearer, intelligent control circuit of microcomputer determines traction tension of cable of the shearer whether is overload or not through software analysis. If traction tension of the cable is overload, the microcomputer automatically controls reverse traction of the shearer, and reduces cable traction tension of the shearer to the lowest, and sends out a voice warning. The actual application verifies feasibility of the device.
Key words:power supply cable of shearer; cable traction clamp; traction tension; tension sensor; tension overload protection
文章编号:1671-251X(2017)12-0011-05
DOI:10.13272/j.issn.1671-251x.2017.12.003
中图分类号:TD632
文献标志码:A 网络出版时间:2017-12-06 10:15
网络出版地址:http://kns.cnki.net/kcms/detail/32.1627.TP.20171205.1732.003.html
收稿日期:2017-05-25;
修回日期:2017-07-28;责任编辑张强。
基金项目:实用新型专利(2016213214840)。
作者简介:李玉华(1965-),男,山东临沂人,工程师,长期从事煤矿采煤工作面设计及采煤机械电器设备研究工作,E-mail:cnlgm@foxmail.com。
引用格式:李玉华,杨传常,闫业臣,等.采煤机电缆牵引拉力过载保护装置[J].工矿自动化,2017,43(12):11-15.
LI Yuhua,YANG Chuanchang, YAN Yechen,et al. Cable traction tension overload protection device of shearer[J].Industry and Mine Automation,2017,43(12):11-15.