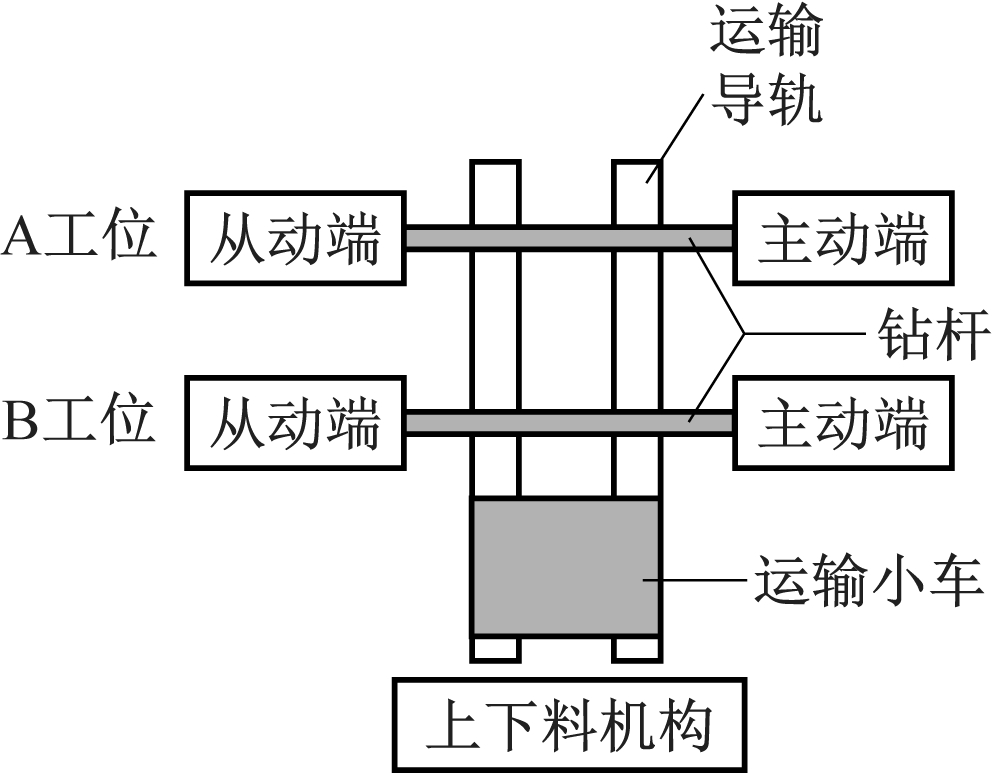
图1 螺旋钻杆翼片焊接工作站布局
Fig.1 Layout of van welding station of spiral drill pipe
经验交流
兰菲, 吴智峰
(中煤科工集团西安研究院有限公司, 陕西 西安 710077)
摘要:针对螺旋钻杆翼片焊接工作站的钻杆运输依靠人工进行的问题,将运输小车应用到螺旋钻杆翼片焊接工作站中,实现了钻杆在上下料工位和2个焊接工位间的运输。运输小车控制程序采用PLC-FX3U编程,实现了运输小车与焊接工作站的联合协调工作。应用结果表明,使用运输小车后,整个钻杆运输流程用时缩短了近一半,效率提高了约43%。
关键词:煤炭开采; 螺旋钻杆; 钻杆运输; 翼片焊接; 运输小车; 焊接工作站; 双工位焊接
Abstract:In view of problem that drill pipe transportation depends on manual operation in vane welding process of spiral drill pipe, travelling bogie was applied to vane welding station of spiral drill pipe, which realized transportation of drill pipes between loading and unloading stations and two welding stations. Control program of the travelling bogie was programmed by PLC-FX3U to achieve joint coordination between the travelling bogie and welding station. Application results show that transport time of the entire drill pipe transport process was shortened by nearly half and the efficiency was increased by about 43% after use of the travelling bogie.
Keywords:coal mining; spiral drill pipe; drill pipe transportation; vane welding; travelling bogie; welding station; double-station welding
螺旋钻杆是为解决松软突出煤层钻进难题而发明的一种新型钻杆[1],现已被广泛应用于松软煤层的钻孔施工中[2],其螺旋翼片通过焊接的方式固定于杆体表面。焊接是一种烟尘多、热辐射大的工序,将机器人用于焊接领域, 可以减轻焊工的劳动强度,保证产品质量,提高焊接效率[3-5]。集成了机器人的自动焊接工作站已经成为焊接技术发展的一个趋势。在螺旋钻杆翼片焊接工作站中,钻杆运输通常依靠人工进行,存在工人劳动强度大、生产效率低等问题[6-8]。运输小车是自动化加工过程中的搬运工具,本文将运输小车应用于螺旋钻杆翼片焊接工作站中,负责上下料机构和焊接工位间的钻杆运输工作,实现了钻杆运输过程的自动控制,同时降低了工人的劳动强度,提高了生产效率。
螺旋钻杆翼片焊接工作站采用双工位焊接,整体布局如图1所示。
图1 螺旋钻杆翼片焊接工作站布局
Fig.1 Layout of van welding station of spiral drill pipe
运输小车工作流程如图2所示。运输小车从上料机构接取需要焊接的钻杆并送至A工位,PLC系统接收到小车到位信号后,小车上升至程序设定的高度,否则将在A工位等待;上升到设定高度后,主动端和从动端会夹紧待焊接钻杆,并发出A工位夹紧信号;PLC系统接收到A工位夹紧信号后会对A工位钻杆进行翼片焊接;小车返回上料机构继续接取钻杆并送至B工位,流程与A工位相同。当检测到焊接完成信号后,小车到达相对应的工位,将焊接完成的钻杆送至下料机构,一个工作流程完成。
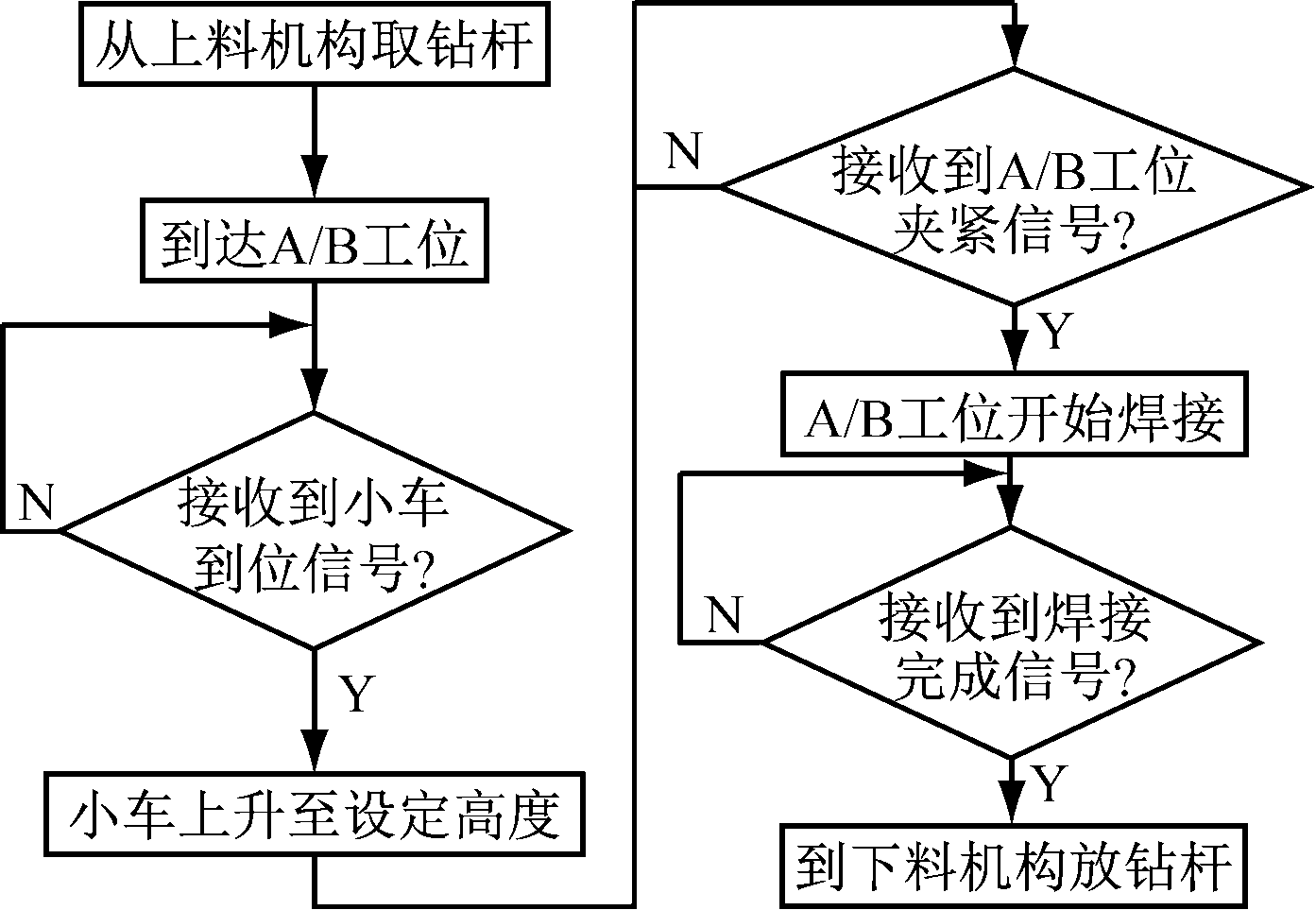
图2 运输小车工作流程
Fig.2 Work flow of travelling bogie
运输小车包括小车本体和运输导轨,如图3所示。运输小车通过伺服电动机和滚珠丝杠实现升降,通过伺服电动机和齿轮齿条机构实现直线移动。
本体是运输小车的关键组成部分,主要包括滚珠丝杠、升降台、V型块、支撑立柱、升降控制伺服电动机、行走控制伺服电动机、外箱体、上盖、齿轮、定位销等,如图4所示。
各部分功能如下:① 滚珠丝杠:实现运输小车的升降。② 升降台和V型块:用于取放钻杆,V型块可以保证钻杆在运输过程中的稳定性,避免杆体滑落。③ 支撑立柱:用于支撑升降台和V型块。④ 升降控制伺服电动机:用于控制滚珠丝杠上升和下降的速度,同时精确控制运输小车在A/B工位和上下料机构处取放钻杆的位置和高度。⑤ 行走控制伺服电动机:电动机驱动箱体底部齿轮转动,带动齿轮和导轨上安装的齿条机构运动,从而控制运输小车在导轨上的运动位置和速度。⑥ 外箱体和上盖:保护内部结构,防尘。⑦ 齿轮:与导轨上的齿条组成齿轮齿条运动副,实现运输小车的行走功能。⑧ 定位销:与接近开关配合,用于检测小车在A/B工位是否到位。
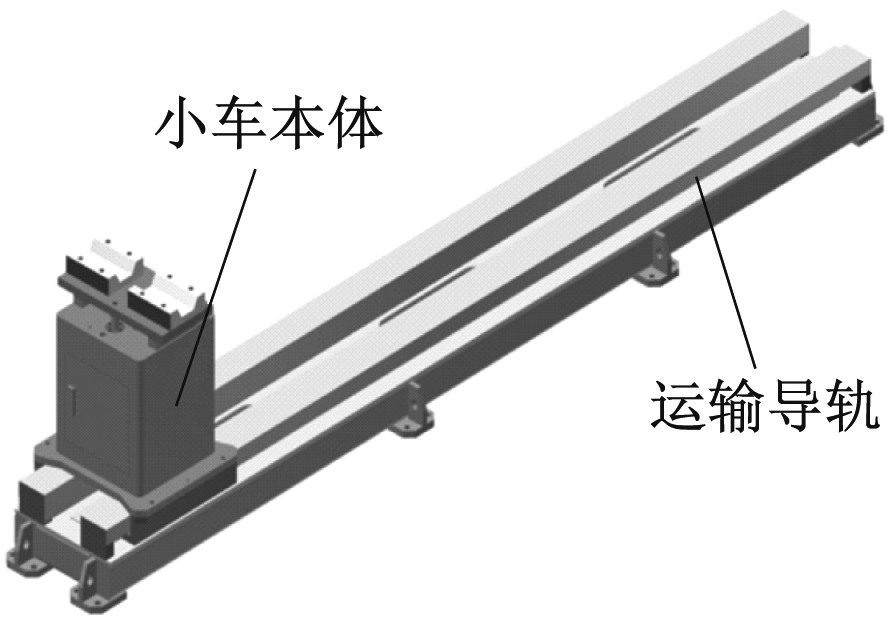
图3 运输小车结构
Fig.3 Structure of travelling bogie
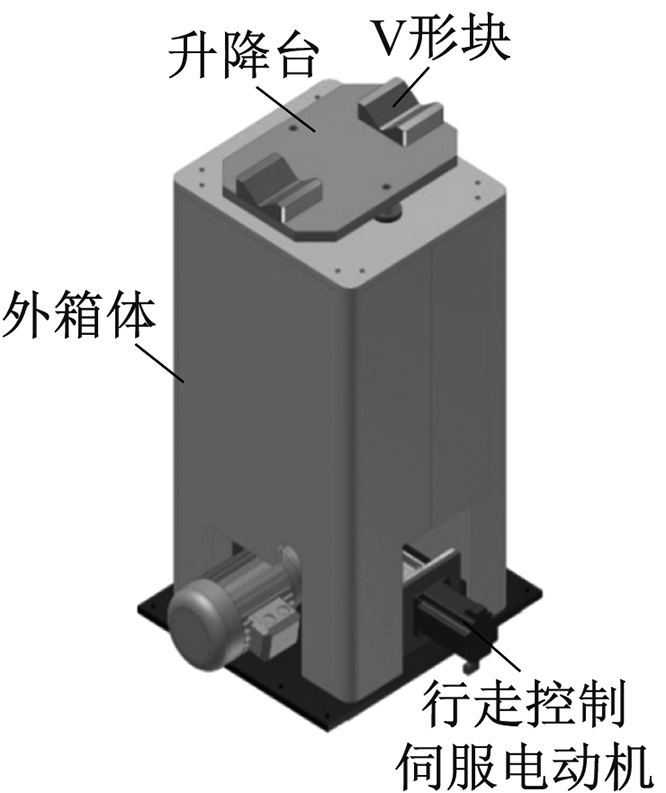
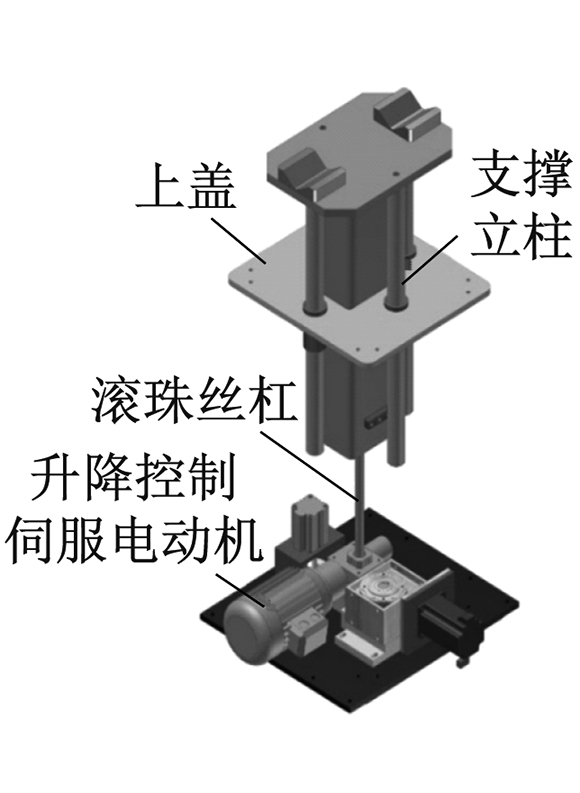
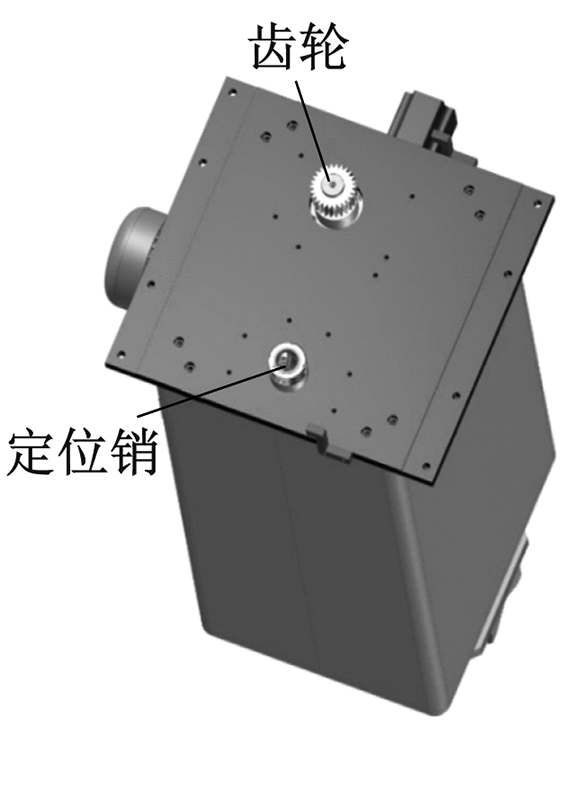
图4 运输小车本体结构
Fig.4 Body structure of travelling bogie
运输小车控制程序采用PLC-FX3U实现,该PLC具有结构灵活、传输质量高、速度快、性价比高、适用面广等特点[9-11];其CPU处理速度达到0.065 μs/基本指令,内置了高达64 000步的大容量RAM存储器;其内置的编程口可以实现115.2 kbit/s高速通信,最多可同时使用3个通信口(包括编程口);新增了高速输入输出适配器、模拟量输入输出适配器和温度输入适配器,使用方便[12-15]。
通过编写PLC程序实现运输小车与整个工作站的联合工作状态,PLC程序结构如图5所示。运输小车程序主要包括运输小车前进后退、行走到A/B工位、到位定位销伸缩、运输小车到上下料机构取放钻杆等。
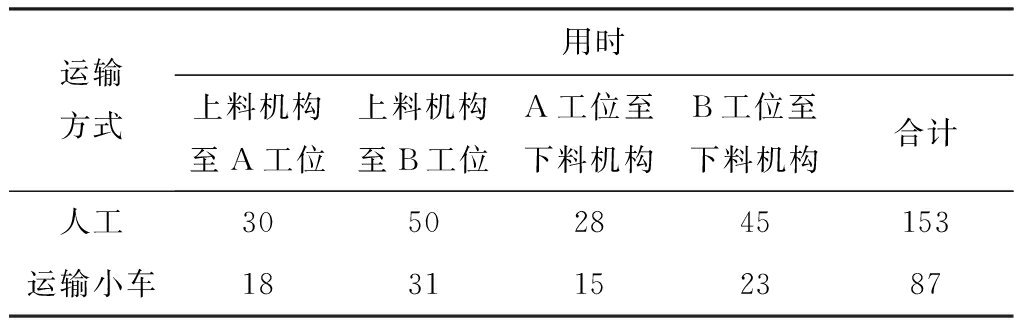
运输小车的应用提高了整个焊接工作站运行的自动化水平,自投入使用以来,已无故障运行11个月,极大地缩短了人工上下钻杆的时间,有效提高了生产效率,同时最大程度地降低了人工操作可能存在的安全隐患。使用运输小车前后1根钻杆上下料所用时间见表1。可以看出,使用运输小车后,整个钻杆运输流程用时缩短了近一半,效率提高了约43%,应用效果十分显著。
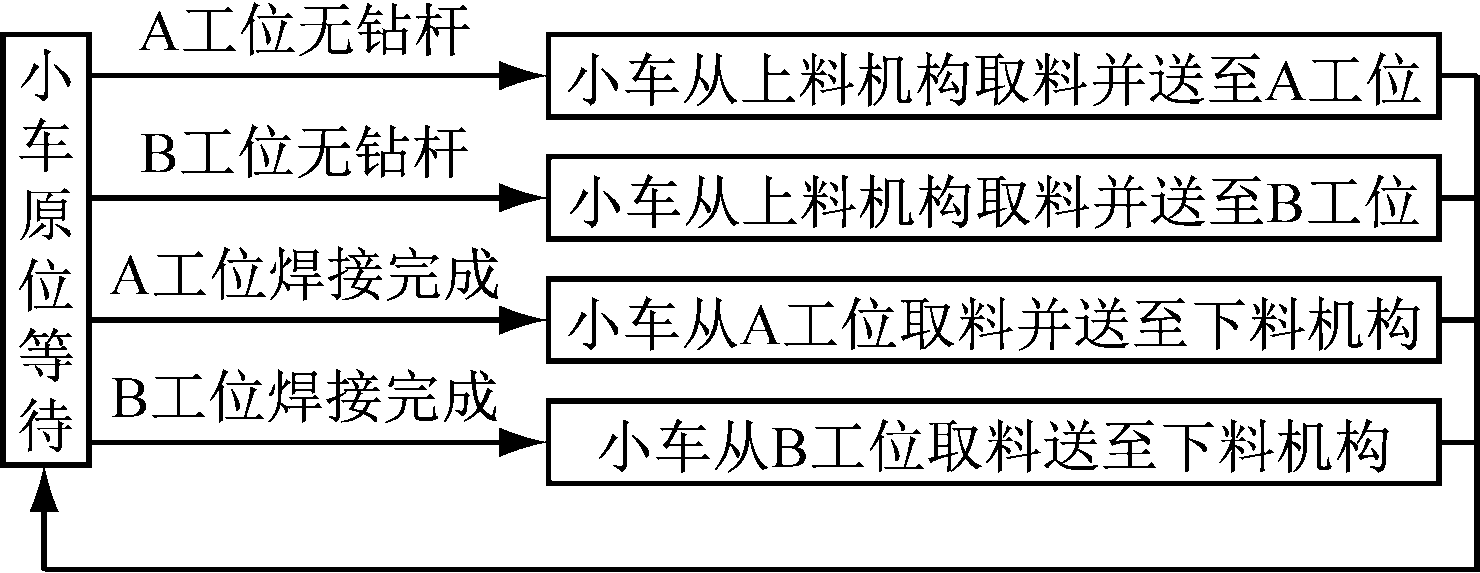
图5 PLC程序结构
Fig.5 Structure of PLC program
表1 采用人工方式和运输小车运输钻杆用时对比
Table 1 Comparison of transport time between labor and travelling bogie s
根据螺旋钻杆翼片焊接工作站的工作特点,应用运输小车实现钻杆运输。介绍了运输小车的工作流程、本体结构及各部分功能,并通过PLC编写了钻杆自动运输程序,实现了从上下料机构取放料、A/B双工位取放钻杆等功能,实现了运输小车和整个工作站的联合协调工作,提高了螺旋钻杆翼片焊接工作站的自动化程度,缩短了钻杆运输时间,减少了安全隐患,提高了生产效率。
参考文献(References):
[1] 王永龙,孙玉宁,翟新献,等.松软突出煤层新型钻进技术研究[J].采矿与安全工程学报,2012,29(2):289-294.
WANG Yonglong,SUN Yuning,ZHAI Xinxian,et al.Study on new drilling technology in soft and outburst seam[J].Journal of Mining and Safety Engineering,2012,29(2):289-294.
[2] 王斌,牟培英,郭益辉,等.插接式螺旋钻杆的摩擦焊接工艺[J].煤矿机电,2010(6):55-57.
WANG Bin,MOU Peiying,GUO Yihui,et al.Phasic friction welding process of plug-type spiral drilling rod[J].Colliery Mechanical & Electrical Technology,2010(6):55-57.
[3] 鄢治国,徐德,李原,等.基于示教与视觉纠偏的机器人自动焊接方法研究[J].机器人,2007,29(3):256-260.
YAN Zhiguo,XU De,LI Yuan,et al.Automated robotic welding based on teaching and visual correction[J].Robot,2007,29(3):256-260.
[4] 张英华.焊接机器人工作站的设计[J].电焊机,2014,44(8):104-106.
ZHANG Yinghua.Design of welding robot workstation[J].Electric Welding Machine,2014,44(8):104-106.
[5] 杨永波,崔彤,秦伟涛,等.焊接机器人工作站系统中焊接工艺的设计[J].焊接,2015(8):43-45.
[6] 应灿.焊接机器人工作站协同运动的轨迹优化研究[D].广州:华南理工大学,2013.
[7] 杜杰伟,虞然,郑卫刚.桁架结构焊接机器人工作站设计与研究[J].热加工工艺,2014,43(15):202-204.
DU Jiewei,YU Ran,ZHENG Weigang.Design and research on truss structure of welding robot workstation[J].Hot Working Technology,2014,43(15):202-204.
[8] 王斌,傅明喜,尹弗晓,等.预处理对铁基非晶纳米晶复合材料制备及磁性能的影响[J].热加工工艺,2013,42(6):111-113.
WANG Bin,FU Mingxi,YIN Fuxiao,et al.Effect of pretreatment on magnetic properties and preparation of Fe-based nano-crystalline amorphous composite[J].Hot Working Technology,2013,42(6):111-113.
[9] 陈莉.三菱PLC与变频器在运动控制系统中的指令控制[J].机床电器,2012,39(4):37-38.
[10] 钱立栋.基于PLC的矿用电机车司控器设计[J].中州煤炭,2016(6):93-96.
QIAN Lidong.Design of driver controller for coal mine-used electric locomotive based on PLC[J].Zhongzhou Coal,2016(6):93-96.
[11] 郭红丹,张玉.基于PLC的矿用搅拌站电气控制系统改造[J].中州煤炭,2016(6):89-92.
GUO Hongdan,ZHANG Yu.Transformation of electrical control system in mine-used mixing station based on PLC[J].Zhongzhou Coal,2016(6):89-92.
[12] 寇舒,王进满,彭海兰.三菱PLC在机械手定位控制中的应用[J].科技信息,2011(11):114.
[13] 于乐泉.基于PLC控制技术的通风机在线监控系统[J].中州煤炭,2016(8):38-41.
YU Lequan.Online monitoring system of ventilator based on PLC control technology[J].Zhongzhou Coal,2016(8):38-41.
[14] 钟波,赵华军.基于三菱PLC控制的机械手应用[J].内江科技,2010(6):92.
[15] 崔龙成.三菱电机小型可编程序控制器应用指南[M].北京:机械工业出版社,2012.
LAN Fei, WU Zhifeng
(CCTEG Xi'an Research Institute, Xi'an 710077, China)
中图分类号:TD712.6
文献标志码:A 网络出版时间:2017-09-27 15:06
网络出版地址:http://kns.cnki.net/kcms/detail/32.1627.TP.20170927.1506.019.html
文章编号:1671-251X(2017)10-0094-03
DOI:10.13272/j.issn.1671-251x.2017.10.019
收稿日期:2017-03-01;
修回日期:2017-08-07;责任编辑胡娴。
基金项目:中煤科工集团西安研究院有限公司面上项目(2015XAYM07)。
作者简介:兰菲(1987-),男,陕西西安人,助理研究员,硕士,主要从事钻探机具技术研究、生产及推广相关工作,E-mail:lanfei@cctegxian.com。
引用格式:兰菲,吴智峰.运输小车在螺旋钻杆翼片焊接工作站中的应用[J].工矿自动化,2017,43(10):94-96. LAN Fei, WU Zhifeng. Application of travelling bogie in vane welding station of spiral drill pipe[J].Industry and Mine Automation,2017,43(10):94-96.