图1 乳化液泵变频和工频电气回路
付翔, 王然风, 袁继成, 董志勇
(太原理工大学 矿业工程学院, 山西 太原 030024)
摘要:针对煤矿乳化液泵站采用变频器“一拖多”的多泵联动方案时存在冲击电流大的问题,提出了乳化液泵变频/工频异步切换和同步切换控制方案。现场试验结果表明,变频/工频同步切换控制能更有效地避免冲击电流,真正实现乳化液泵变频至工频的无扰切换。
关键词:乳化液泵; 变频/工频切换; 异步切换; 同步切换
乳化液泵站作为煤矿工作面液压动力源,是保障煤矿正常生产的关键设备。为适应工作面支架推进速度,国外乳化液泵站大多采用高压力、大流量乳化液泵,而国内由于技术限制和成本考虑,主要采用多台乳化液泵配1台变频器的组合形式,可避免因单台泵故障导致整个泵站瘫痪[1-3]。
单台变频器对多台电动机的“一拖多”控制方式,不仅可实现乳化液泵组的顺序软启动,还可对其中单台乳化液泵进行调速[4-5],实现乳化液供给流量调节。当泵站需要增加乳化液泵供液时,为降低泵启动时的冲击电流,需要应用变频/工频切换技术。根据电动机运行特性、工频旁路切换频度和对象系统的要求,变频与工频之间常用的切换方式分为直接切换、异步切换、同步切换[6-9]。其中直接切换是指在变频与工频相序一致情况下直接倒闸切换,该方法切换时的电流波动和冲击较大,很少使用。本文重点讨论乳化液泵变频/工频异步切换和同步切换控制过程。
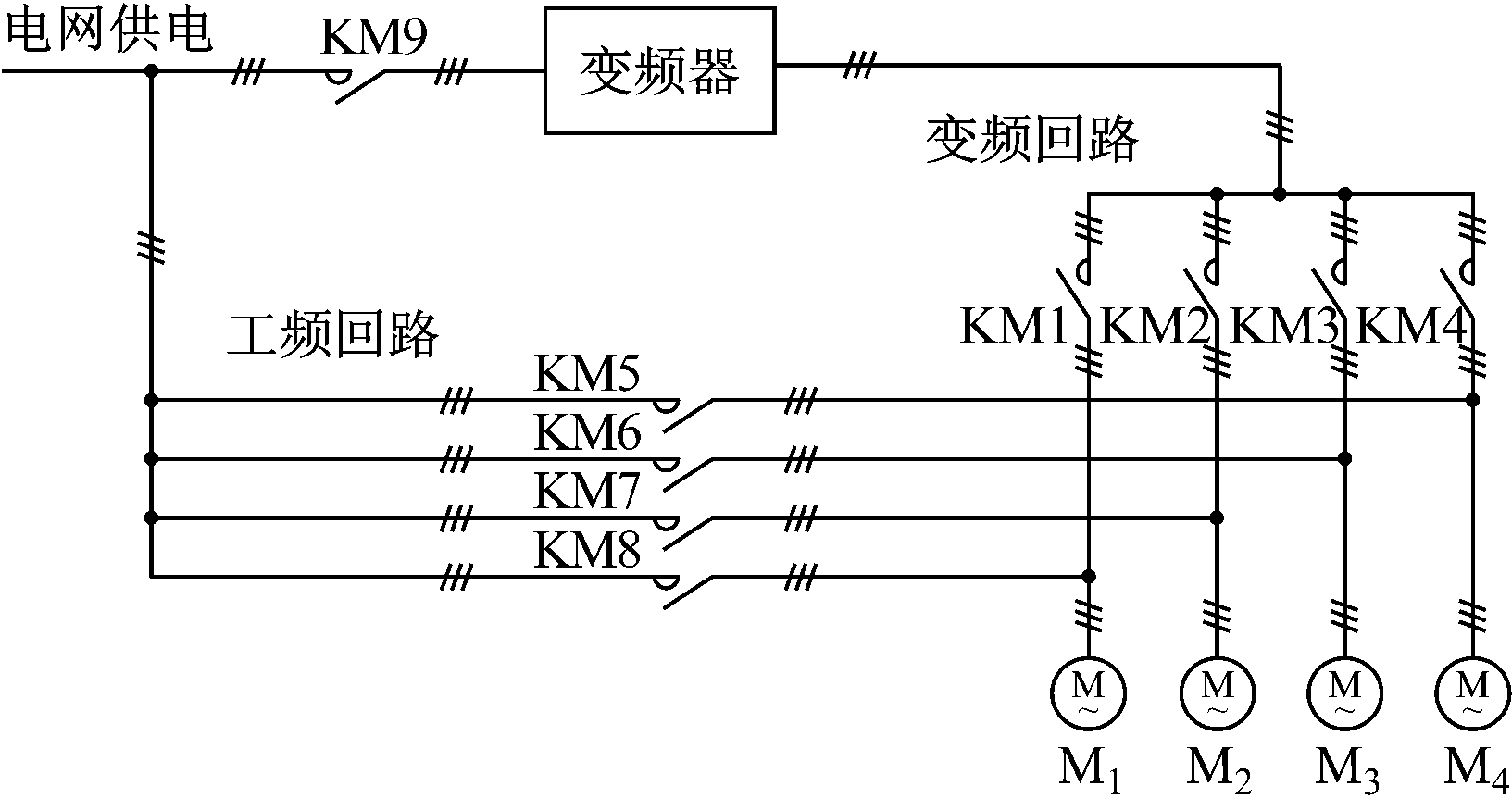
为适应国内工作面实际工况,笔者所在团队研发了智能乳化液供给系统。该系统中的乳化液泵动力开关柜可配备最多4个额定流量为400 L/min及以下的乳化液泵,采用典型的变频器“一拖四”控制方式,可实现同时最多1台乳化液泵变频运行和3台乳化液泵工频运行。乳化液泵变频和工频电气回路如图1所示。4路变频回路或工频回路分别控制4台乳化液泵电动机M1—M4,使每一台电动机均可实现变频或工频控制,同时为变频/工频切换创造硬件条件。
图1 乳化液泵变频和工频电气回路
以400 L/min乳化液泵为例,乳化液泵站“三用一备”的组合方式最大额定流量可达1 600 L/min,完全满足国内大部分综采工作面的乳化液供给需求。变频器“一拖四”的控制方式:至少1台泵变频运行,0~3台泵工频运行,使供液流量可以精确调节,精度可达8 L/min。智能乳化液供给系统通过智能控制器识别、判断当前工况,并制定相应的供液策略,进一步通过PLC控制工频和变频回路接触器开关,实现4台乳化液泵的基于变频器“一拖四”的多泵联动控制。
多泵联动的控制方式设置了多种泵组启动顺序模式,通过定时循环运行方式,自动调整泵组启动顺序,保证各泵等寿命运行,避免单台泵带载运行时间过长而出现故障[6]。多泵联动的泵组启动方案:启动的第一台泵为变频启动并运行,当供液流量不足需要启动第二台泵时,为避免工频直接启动的电流冲击,首先第一台泵由变频切换至工频运行,然后第二台泵变频软启动并运行,以此类推。
变频/工频切换是基于变频器“一拖四”的多泵联动方案的关键环节,该环节目的是通过变频软启动降低泵启动电流。然而,如果变频/工频切换时间和方式设定不当,容易产生诸如电流冲击、跳闸和电动机转速过渡不平稳等一系列问题[10]。因此,变频/工频切换控制应提高过程的平稳性和可靠性。
变频/工频异步切换是指检测输出电压的幅值和频率而不检测电压相位的切换[11],也就是说,异步切换保证变频与工频在切换时的输出电压幅值和频率相同,但却没有消除两者电压的相位差。为避免异步切换过程中变频与工频输出短接,造成跳闸或变频器损耗,异步切换过程原则为断开变频后再投入工频。以电动机M1的变频/工频异步切换为例,具体控制流程如图2所示。
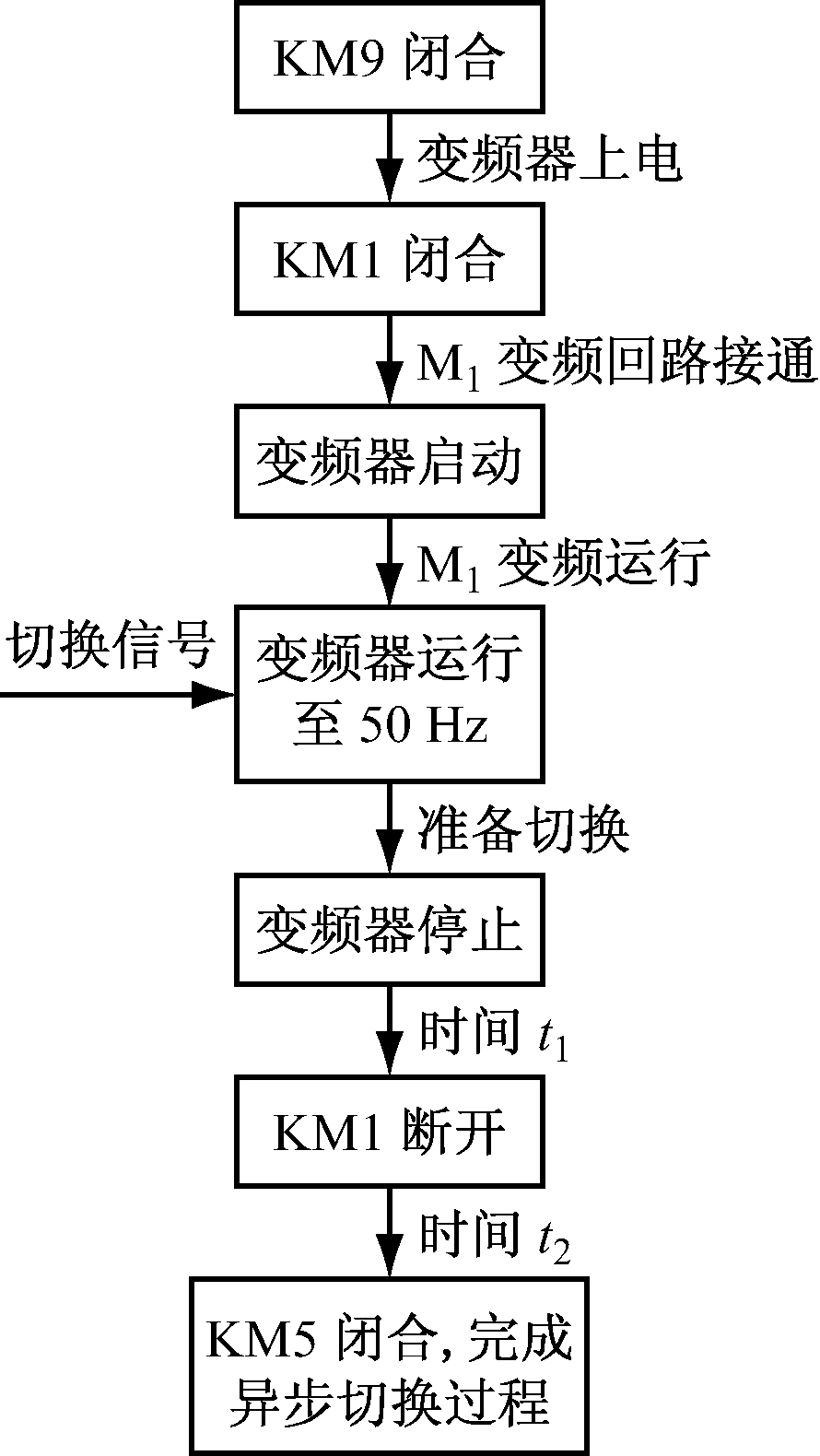
图2 异步切换控制流程
由图2可知,异步切换过程的时间为变频断开到工频投入所用的时间,即变频器停止到KM1断开的时间t1与KM1断开到KM5闭合的时间t2之和。由于在该切换时间内,乳化液泵处于无动力状态,所以时间t1+t2直接决定了异步切换过程的平稳性。为避免异步切换过程产生较大冲击电流,切换时间需要考虑两方面因素:① 电动机自由停机所产生定子绕组感应电动势和工频电压因相位不同而引起的冲击电流,这要求切换时间应尽量延长;② 电动机停车后转速下降导致转差过大引起的冲击电流,这要求切换时间应尽量缩短[1,10,12]。因此,设计不同的切换时间t1+t2进行现场异步切换试验,并使用示波器记录切换过程中动力开关柜输出的电压和电流,如图3所示。
现场试验过程中,乳化液泵在异步切换过程中仍伴有类似工频直接启动时发出的尖鸣声,但声音音量和持续时间小于工频直接启动。由图3可知,变频/工频异步切换过程产生的冲击电流幅值与工频直接启动过程产生的冲击电流幅值差不多,但前者冲击电流持续时间小于后者,因此异步切换过程的冲击电流有效值小于工频直接启动的冲击电流有效值;图3(b)中的异步切换时间略大于图3(c)中的时间,且图3(b)中冲击电流持续时间也略大于图3(c)中冲击电流持续时间,这可能是由于电动机停机后转速下降较多引起的;图3(d)中的异步切换时间略小于图3(c)中的时间,但图3(d)中冲击电流持续时间也略大于图3(c)中冲击电流持续时间,这可能是由于电动机定子绕组感应电动势较大引起的。
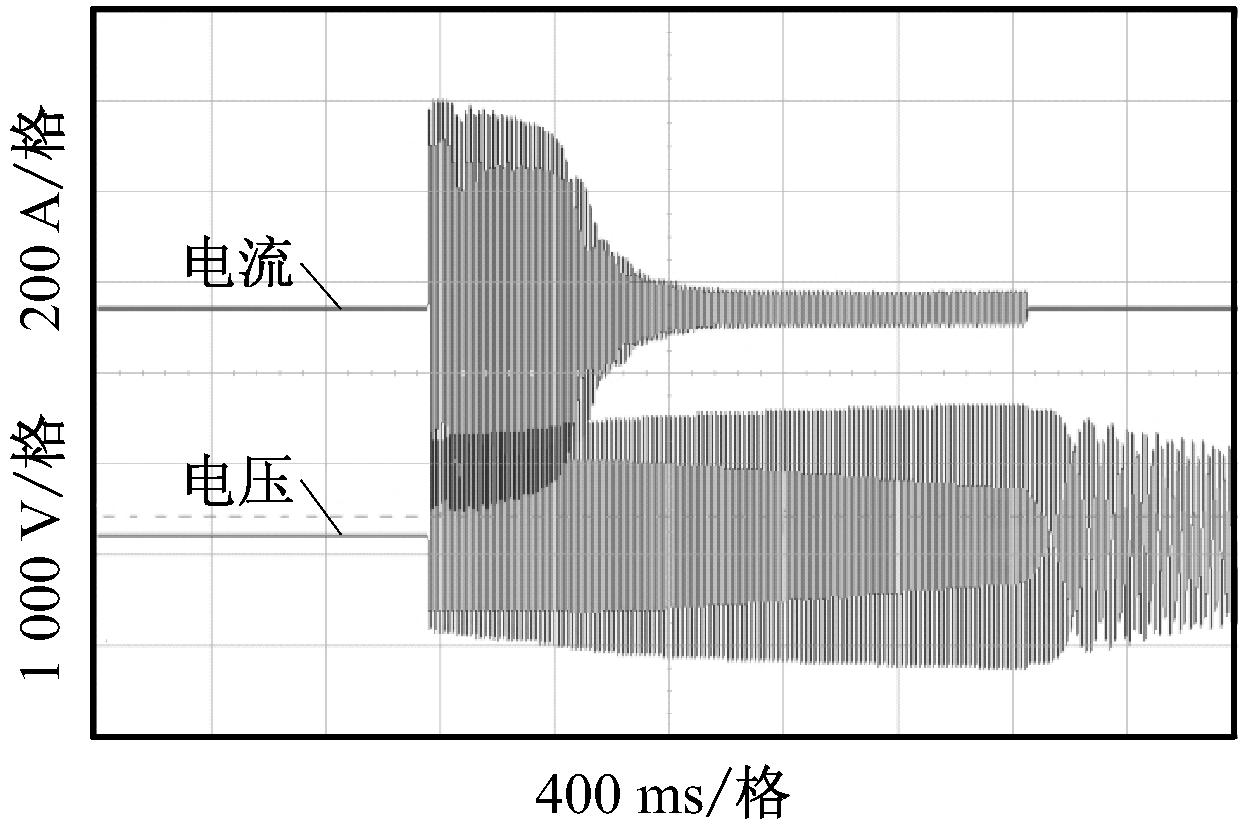
(a) 工频直接启动
(b) 异步切换(t1=400 ms,t2=700 ms)
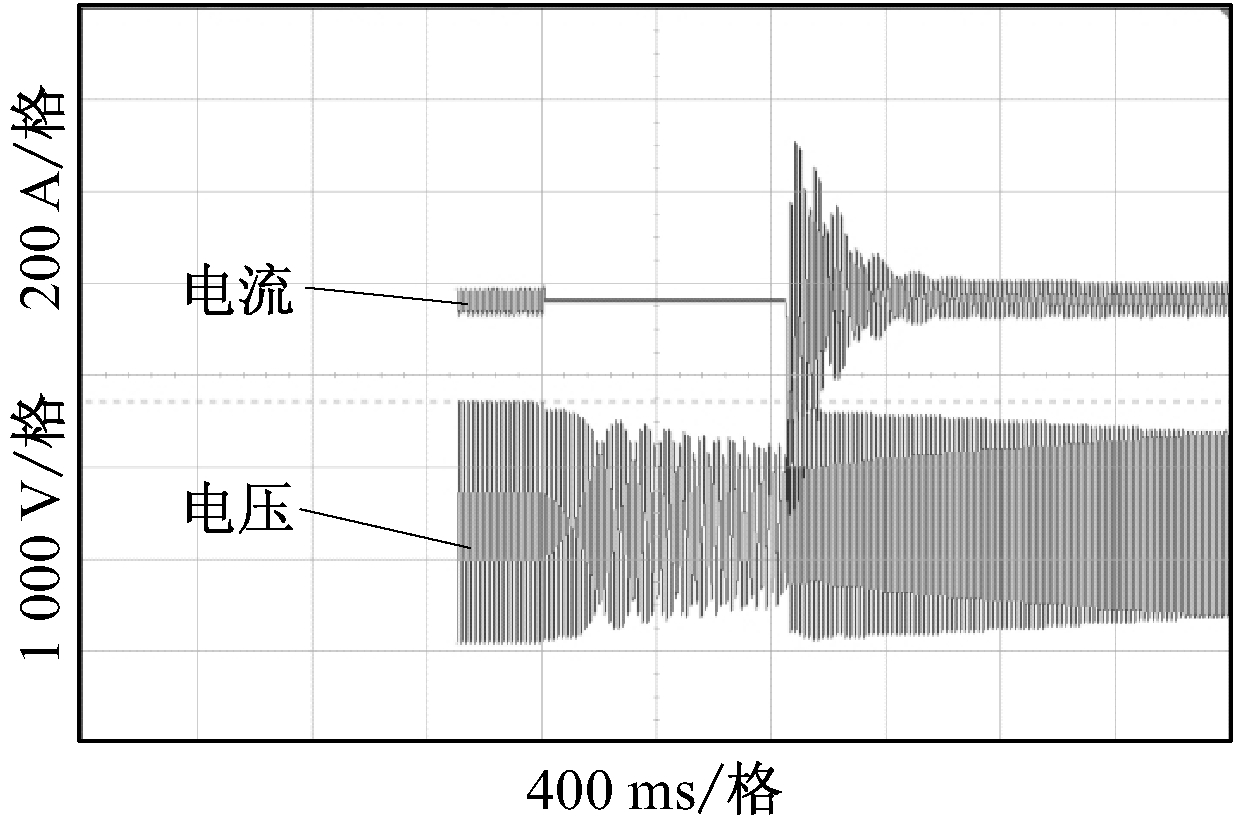
(c) 异步切换(t1=400 ms,t2=400 ms)
(d) 异步切换(t1=400 ms,t2=300 ms)
图3 工频直接启动和异步切换过程电流、电压波形
由于异步切换控制没有考虑变频与工频的电压相位差,仍然存在较强的冲击电流,但其有效值比工频直接启动要小得多,而异步切换时间的合理设置可以进一步降低切换过程的冲击电流持续时间。
变频/工频同步切换是指在检测电压的幅值、频率和相位后,控制高压变频器进行锁相功能,即保证变频器输出电压与工频电压同频、同幅、同相,进而实现无扰切换[6]。异步切换过程无法避免冲击电流的产生,其原因就是切换时的反电动势和工频电压相位不一致。在同步切换控制中,变频器输出电压的相位与工频电压的相位是否一致,是衡量切换是否成功的关键因素,因此同步切换控制中一个重要环节就是“锁相”[5,11-15]。
为避免工频回路与变频回路短路,在图1的变频回路输出总线上串入1个切换电抗器L1,且并联1个接触器KM10,辅助同步切换过程,如图4所示。
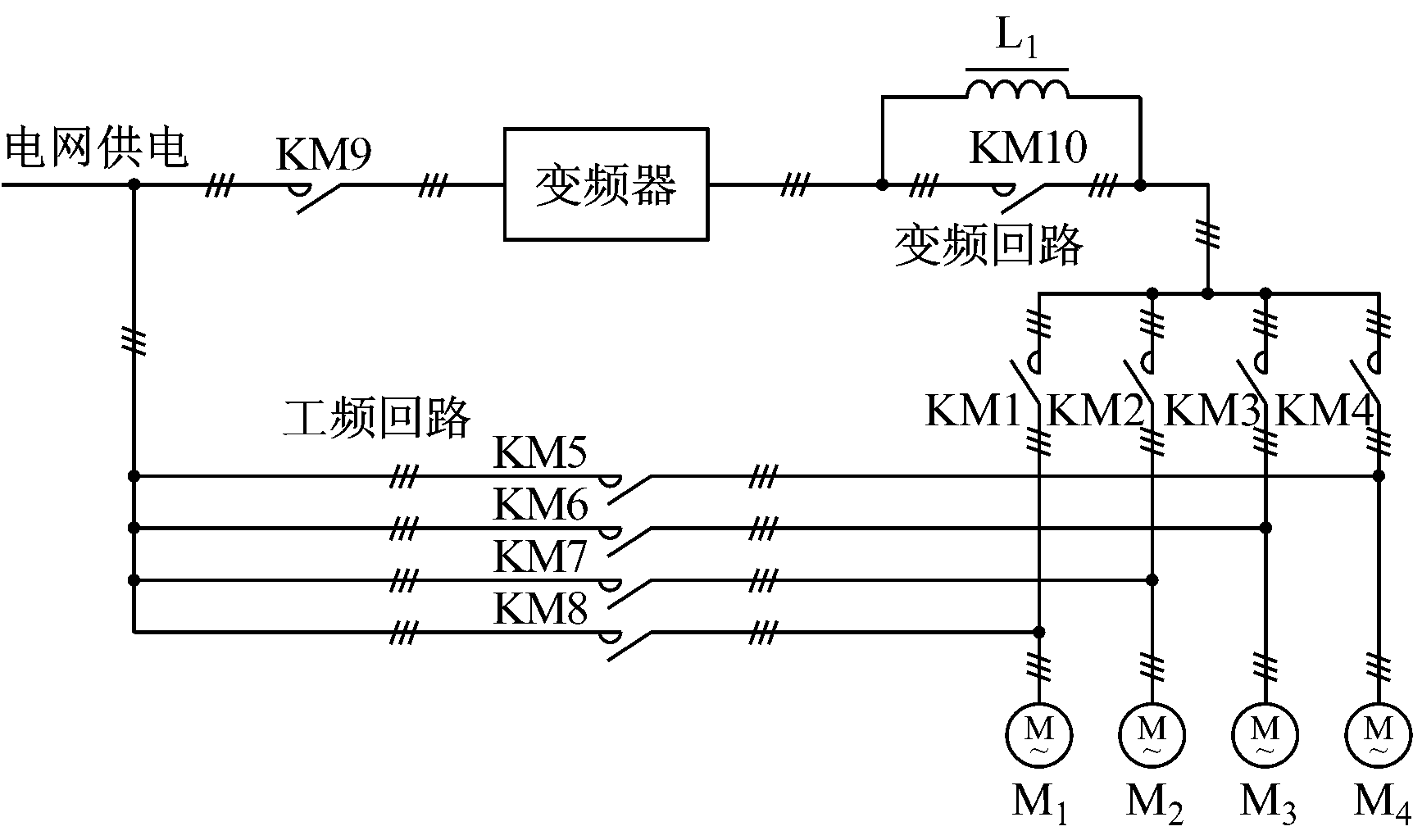
图4 变频/工频同步切换电气回路
正常变频运行时,KM10闭合。切换电抗器的串接可以使变频和工频回路接触器短时间内同时闭合,实现电动机在变频/工频切换过程中不断电,保证转速不变。以电动机M1为例,变频/工频同步切换控制流程如图5所示。
由图5可知,同步切换控制在切换前先进行锁相,锁相过程由变频器完成。变频器通过检测电网电压(即工频输出电压)的幅值、频率和相位,调整变频输出电压与之匹配,完成锁相过程。之后由PLC控制,断开KM10,接入电抗器L1,t1时间后工频输出接触器KM5闭合,工频和变频输出接触器同时闭合,t2时间后变频输出接触器KM1断开,完成同步切换过程。其中,对于切换时间的要求:t1+t2≤3 s,即切换电抗器投入使用实际不超过3 s;t2≤60 ms,即工频和变频输出接触器同时闭合不超过60 ms。
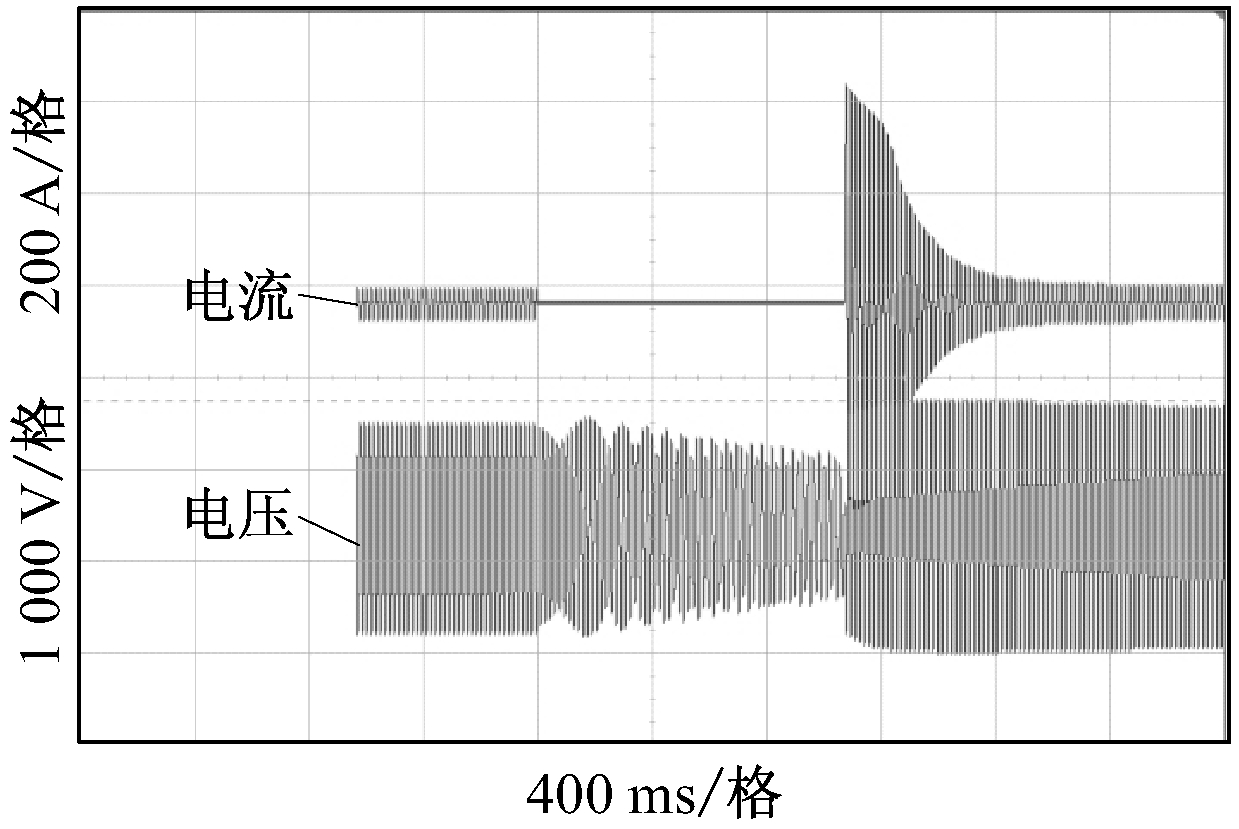
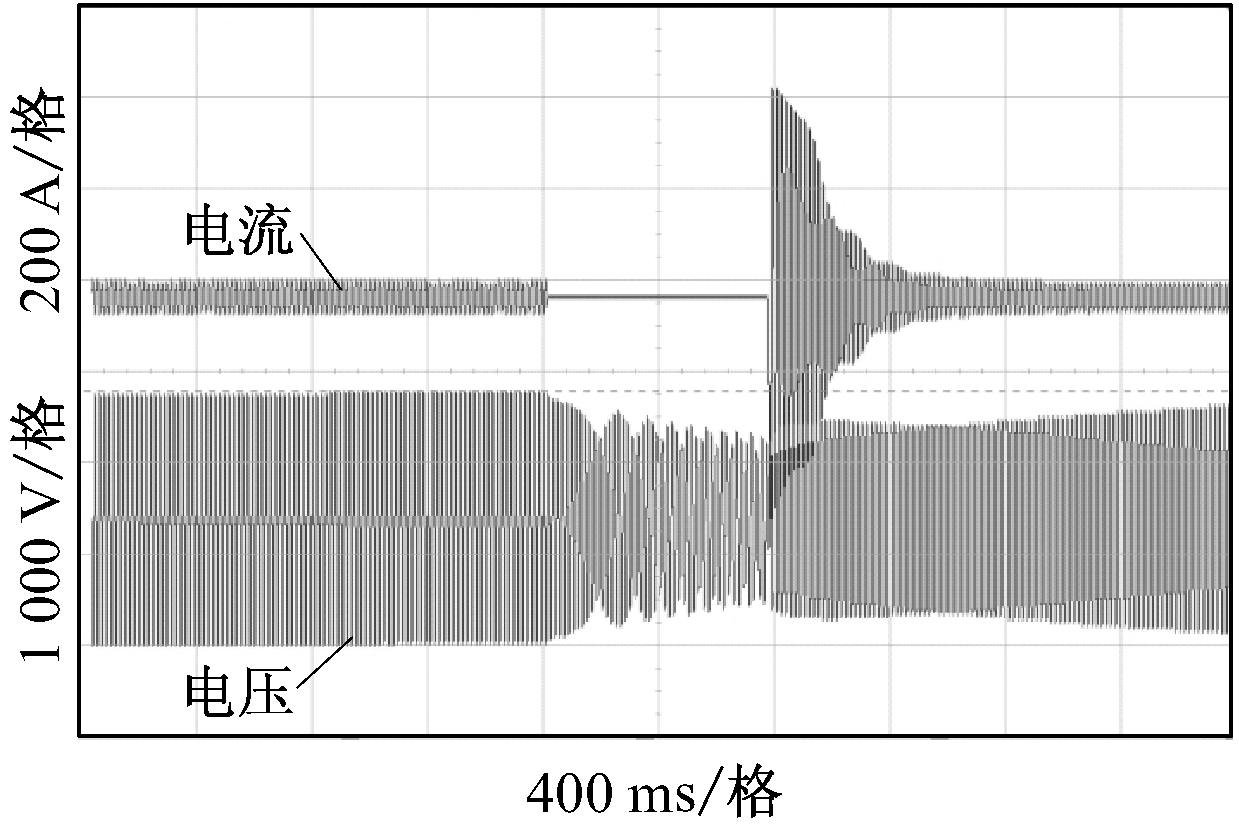
根据上述逻辑过程,通过PLC编写相应程序并配合变频器,进行变频/工频同步切换现场试验,并使用示波器记录切换过程中电网电压、动力开关柜输出的电压和电流,如图6所示。
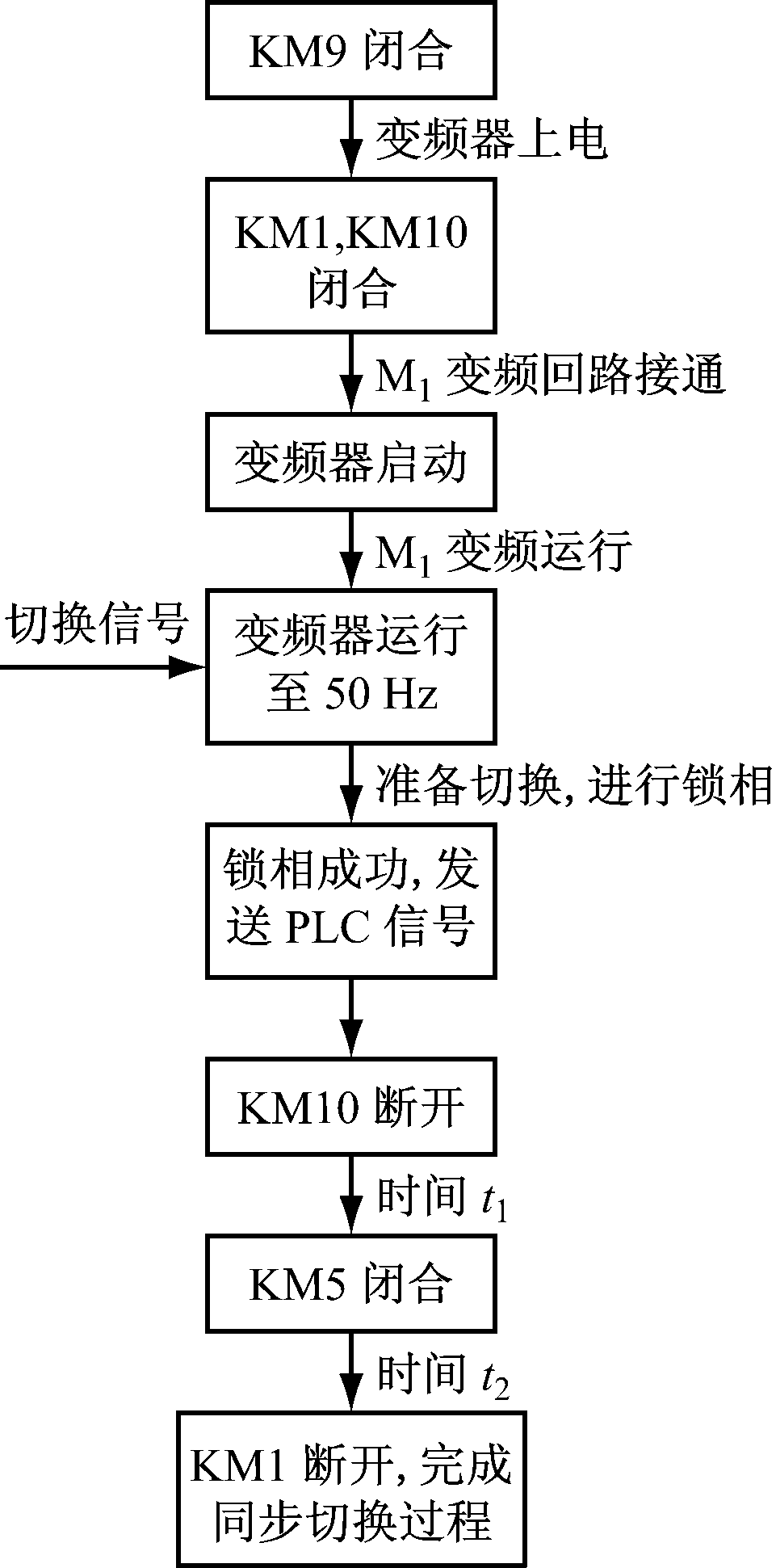
图5 同步切换控制流程
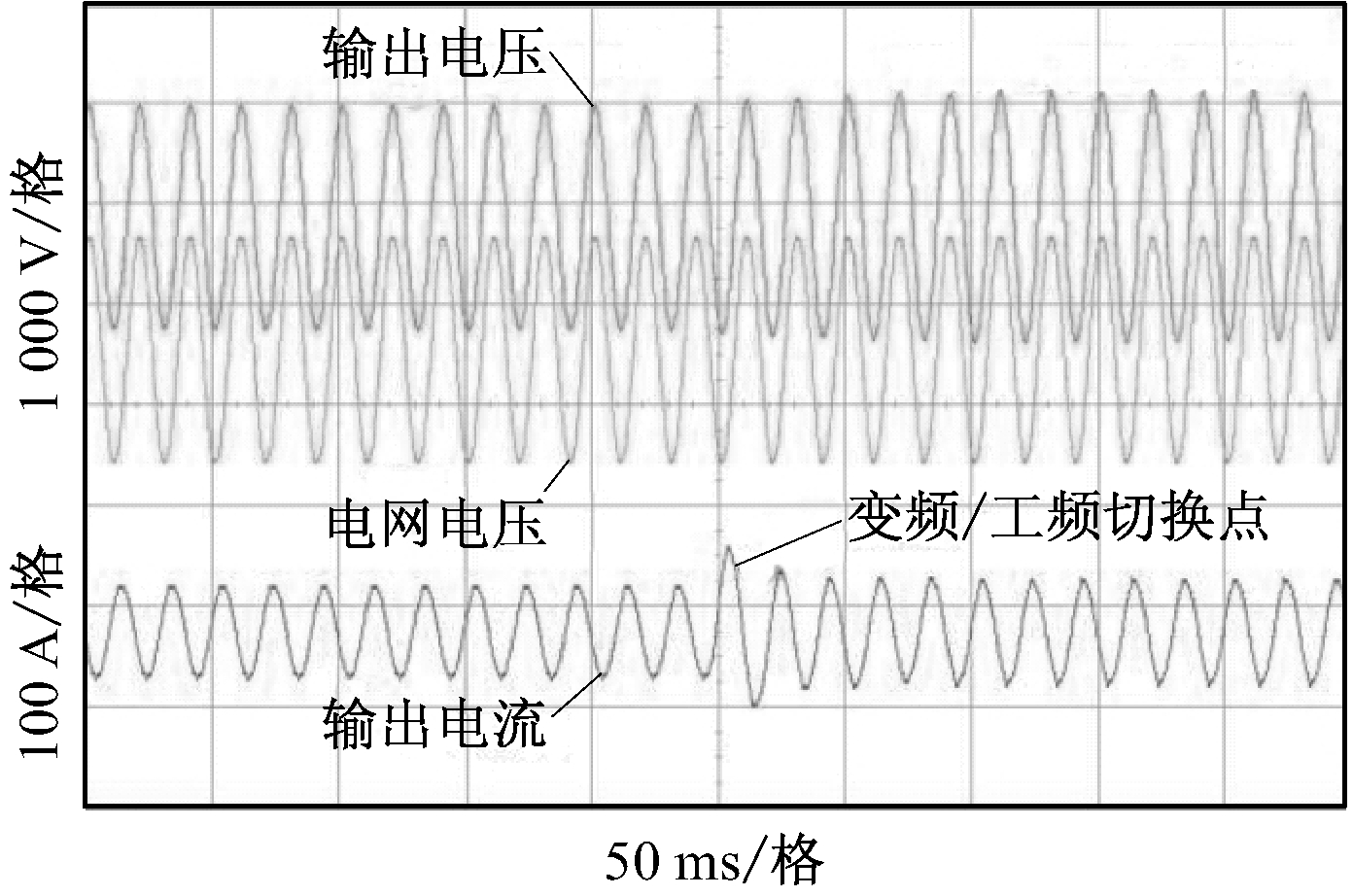
图6 变频/工频同步切换过程电流、电压波形
现场试验中,与异步切换过程不同,乳化液泵在同步切换时人体感官无法察觉到任何声音。由图6可知,同步切换过程中电压和电流平稳可靠。电网电压和输出电压几乎无任何变化,这是由于同步切换控制并没有使电动机断电;而输出电流在切换过程中仅有1个波形略微增大,这是由于锁相功能基本消除了变频与工频间的电压相位差。由此可见,变频/工频同步切换控制利用变频器的锁相功能,通过PLC顺序可靠控制,实现了乳化液泵变频至工频的无扰切换。
对乳化液泵变频/工频切换过程进行了电路设计和现场试验,提出了切换过程中存在的问题及解决方案,通过对比分析变频/工频异步切换、同步切换的电压和电流过程特性,得出变频/工频同步切换可有效减小冲击电流,具有更好的平稳性和可靠性,真正实现变频/工频的无扰切换。
参考文献:
[1] 王丁磊,郭涛.变频-工频切换技术在供水设备中的应用[J].电机与控制应用,2011,38(5):36-40.
[2] 王国法,李占平.大采高工作面乳化液泵站变频驱动方式优化设计[J].煤炭科学技术,2014,42(4):66-69.
[3] 李进荣.乳化液泵站变频恒压控制系统的研究[J].机械工程与自动化,2012(5):140-142.
[4] 宿吉奎.乳化液泵站变频恒压控制系统的研究[D].太原:太原理工大学,2012.
[5] 王允建,陈丰,刘晓东.基于预测控制的电机变频/工频同步切换[J].河南理工大学学报(自然科学版),2014,33(2):216-221.
[6] 朱洪波,于庆广,李锫,等.高压变频器与工频电源之间软切换方式的研究[J].电力系统自动化,2004,28(6):91-93.
[7] 赵祥卿,张桂芳.软切换技术在变频与工频切换中的应用[J].兰州石化职业技术学院学报,2008,8(3):26-28.
[8] 徐友,刘永超,郑建勇,等.电网电压矢量定向的三相异步电机同步切换控制策略[J].电力自动化设备,2013,33(4):82-86.
[9] 张少云,刘斐,张铁军,等.一种变频器和工频电网之间同步切换的方法[J].大功率变流技术,2011(3):51-53.
[10] 王丁磊,郭涛.变频-工频切换过程中冲击电流产生原因及防范措施[J].电气传动,2011,41(8):15-19.
[11] 杨涛,李文英.基于压力控制的多泵并联乳化液泵站系统研究[J].煤矿机械,2008,29(9):111-113.
[12] 侍寿永.变频器的切换分析与同步控制[J].电气传动,2012,42(7):69-72.
[13] 黄荣才.变频器的变频切换[J].科协论坛(下半月),2013(2):40-41.
[14] 刘思,张加胜.基于PLC控制的电机变频/工频同步切换[J].电气自动化,2011,33(1):41-43.
[15] 卢春艳,刘建坤,徐溪.基于单片机控制的电机变频/工频同步切换[J].煤矿机械,2012,33(11):243-245.
FU Xiang, WANG Ranfeng, YUAN Jicheng, DONG Zhiyong
(College of Mining Engineering, Taiyuan University of Technology, Taiyuan 030024, China)
Abstract:In view of problem of high impulse current when scheme of multiple pumps linkage with one frequency converter applied in coal mine emulsion pump station, asynchronous switching and synchronous switching control scheme between variable frequency and power frequency of emulsion pump were proposed. The field test results show that the synchronous switching control can avoid impulse current more effectively and truly realize free switching between variable frequency and power frequency.
Key words:emulsion pump; switching between variable frequency and power frequency; asynchronous switching; synchronous switching
文章编号:1671-251X(2017)01-0077-04
DOI:10.13272/j.issn.1671-251x.2017.01.019
收稿日期:2016-10-11;
修回日期:2016-11-30;责任编辑:盛男。
基金项目:国家自然科学基金资助项目(51274148)。
作者简介:付翔(1986-),男,山西太原人,博士研究生,主要研究方向为煤矿机电综合自动化、数据挖掘和机器学习技术等,E-mail:14632235@qq.com。
中图分类号:TD63
文献标志码:A
网络出版:时间:2016-12-30 10:33
网络出版地址:http://www.cnki.net/kcms/detail/32.1627.TP.20161230.1033.019.html
付翔,王然风,袁继成,等.煤矿乳化液泵变频/工频切换控制[J].工矿自动化,2017,43(1):77-80.