乔淑云1,2
(1.徐州工程学院 信电工程学院, 江苏 徐州 221111;
2.中国矿业大学 信息与电气工程学院, 江苏 徐州 221116)
摘要:根据煤矿绞车齿轮箱轴承在变速变载工况下振动信号的频率一直发生变化的特征,提出采用EMD方法进行绞车轴承故障诊断。在较大拖动力与较大转频阶段,根据轴承座在正常状态与故障状态下振动信号的IMF分量的能量与总能量的比值及均方根能量来判断轴承工作状态,通过提取故障信号频率的边际谱判断故障位置。实验结果证明了EMD方法能够有效检测出绞车齿轮箱轴承故障。
关键词:煤矿绞车; 齿轮箱轴承; 故障诊断; EMD方法
网络出版地址:http://www.cnki.net/kcms/detail/32.1627.TP.20160405.1131.012.html
煤矿绞车系统是联系井上和井下的唯一输送通道,不仅装载容量大、能耗高,而且可靠性要求高,其工作状况的好坏直接影响矿山建设与生产的安全。近年来,绞车齿轮箱轴承出现故障的概率为30%以上,因此,对齿轮箱轴承进行故障诊断,寻找故障发生的规律,避免重大事故发生,对煤矿安全生产具有重要意义。
绞车匀速运行时,齿轮箱故障振动信号与正常信号相比,相同频带内信号的能量变化较大;而在变速变载情况下,振动信号的频率一直发生变化,在变速振动信号的一系列时间切面上,相同瞬时频带内信号的能量分布不同。如何将变速振动信号中的各个单分量信号进行分解,是实现非平稳状态下轴承故障诊断的关键。传统的信号处理方法如短时傅里叶变换、小波分析在处理该类信号时分别存在难以找到合适的短时窗函数而导致效果较差和能量泄露、不具有自适应性的缺陷。EMD(Empirical Mode Decomposition,经验模态分解)方法[1]由于具有很好的自适应性得到了广泛研究和应用[2-4]。本文将EMD方法应用于煤矿绞车齿轮箱轴承在变速变载状态下的故障诊断,提高了绞车系统的安全性。
EMD方法可将一个复杂的多分量信号x(t)(t为时间)分解为有限个IMF(Intrinsic Mode Function,本征模态函数)之和,具体步骤如下。
(1) 确定x(t)所有的局部极值点,用三次样条曲线将所有的局部极大值、极小值点连接起来形成上、下包络线。将上、下包络线的平均值[5]记为m1,令h1=x(t)-m1。理想地,若h1为一个IMF,那么h1即为x(t)的第1个满足IMF条件的分量。
(2) 若h1不符合IMF条件,则将h1作为原始数据,重复步骤(1),得到上、下包络线的平均值m11。令h11=h1-m11,判断h11是否符合IMF条件,若不符合则循环k次,得h1k=h1(k-1)-m1k(m1k为第k次循环时上、下包络线的平均值),使h1k满足IMF条件。记c1=h1k,则c1为x(t)的第1个满足IMF条件的分量。
(3) 将c1从x(t)中分离出来,得
(1)
将r1作为原始数据重复步骤(1)、步骤(2),得到x(t)的第2个满足IMF条件的分量c2;循环n次,得到x(t)的n个满足IMF条件的分量[6],从而得
(2)
当rn成为一个单调函数不能再从中提取满足IMF条件的分量时,循环结束。由式(1)、式(2)得
(3)
由式(3)得到一个用于信号分解自适应的广义基。在信号自适应分解过程中,基函数是一系列可变幅度和可变频率的函数。利用EMD方法在分解信号过程中,外界噪声及间歇性冲击的幅值随分解次数的增加而逐渐减小,从而抑制噪声。因此,可利用EMD方法将绞车齿轮箱在加速过程中产生的非平稳信号进行自适应分解,得到不同的单分量信号,再根据边际谱判断出轴承故障信息。
实验装置如图1所示。将压电式加速度传感器安装在故障轴承的轴承座上,调节变频器使齿轮箱加速运行,采集轴承座的振动信号。信号采样频率设置为1 000 Hz,分别采集转速变化相同阶段轴承座的振动信号,以便对比分析轴承的故障状态与正常状态。采用的故障轴承为SKF-6205型单列深沟球轴承,调速电动机为直流电动机,功率为5 kW,通过变频器实现调速。
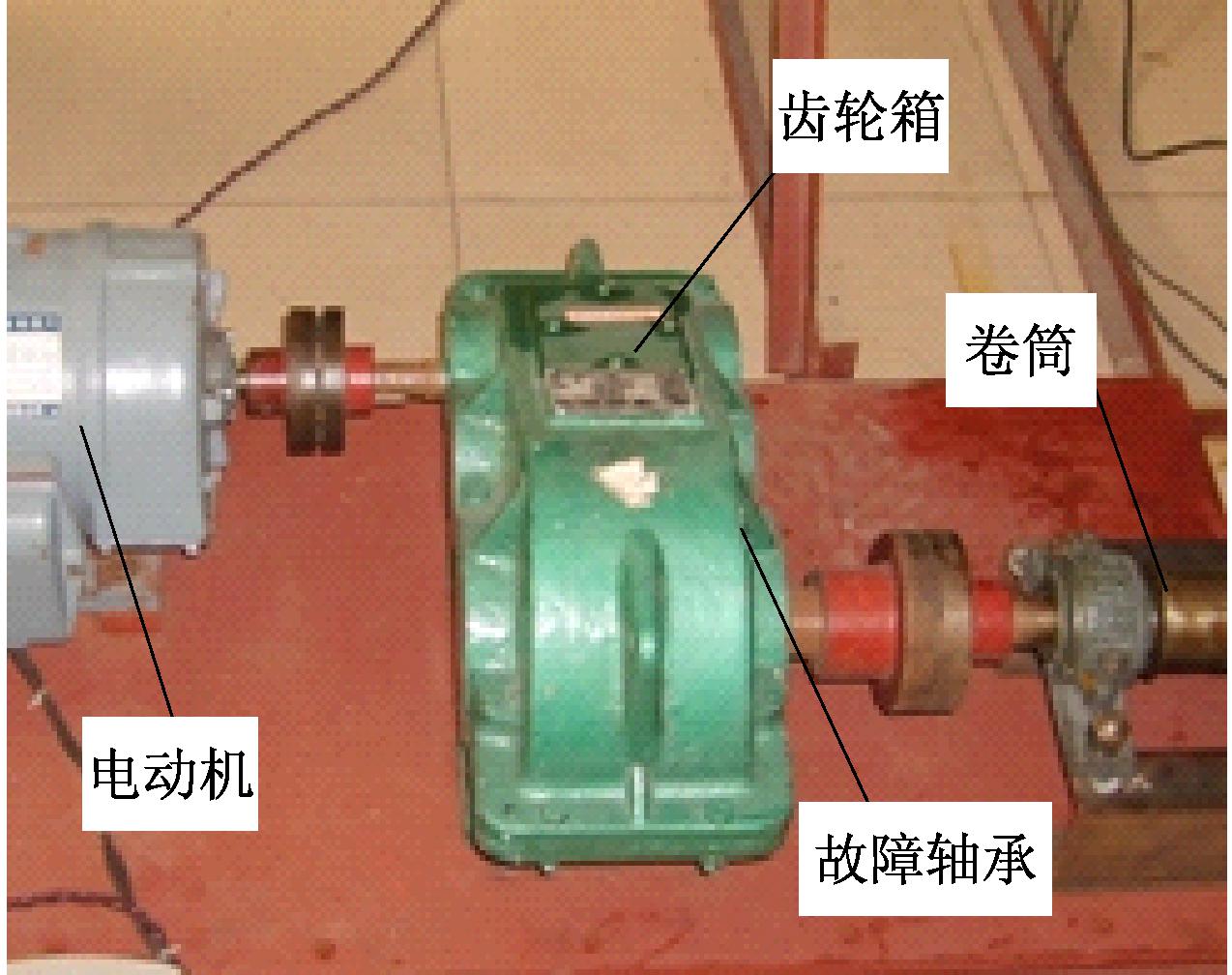
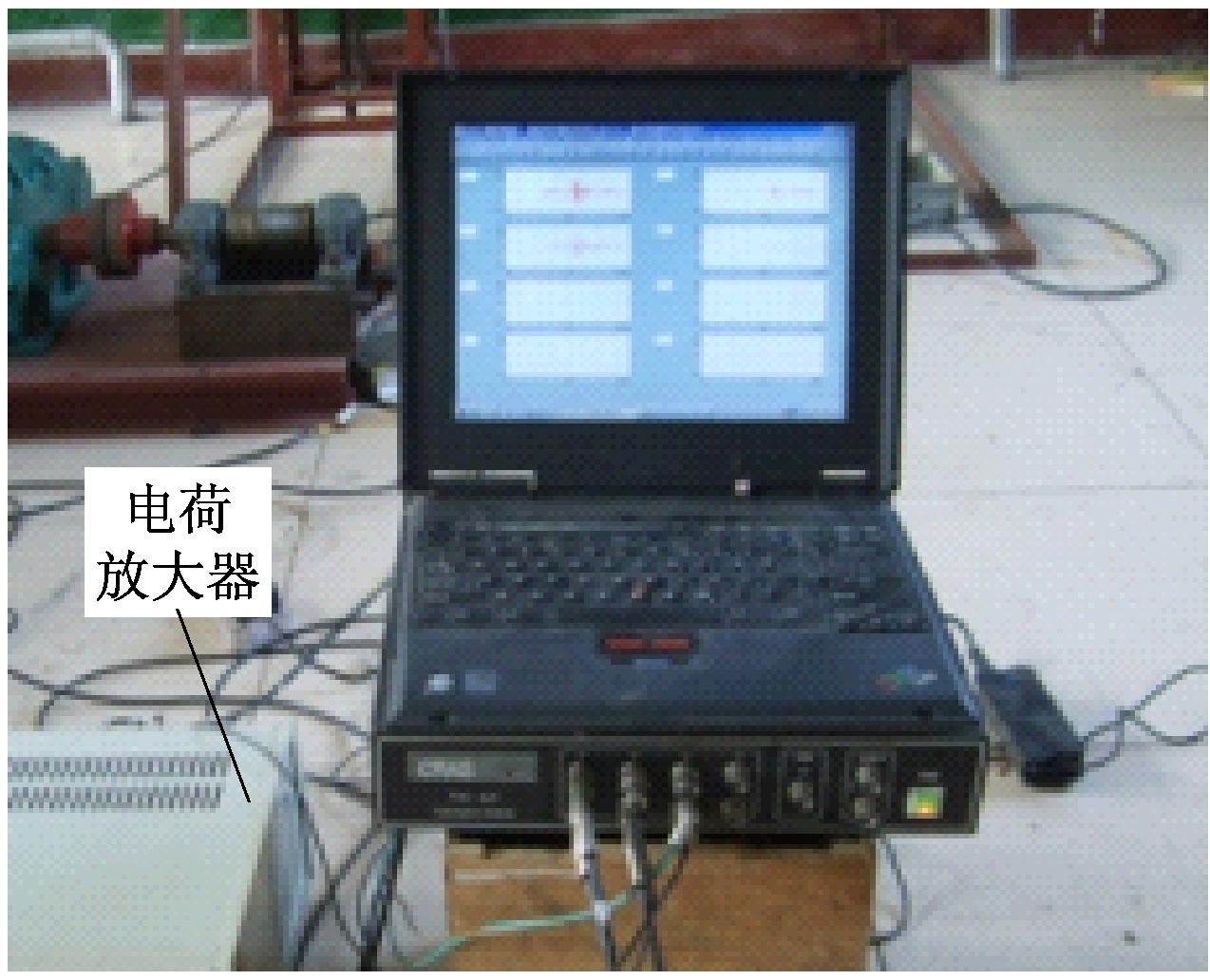
图1 实验装置
测量振动信号时,3个压电式加速度传感器分别布置在齿轮箱轴承座的水平、垂直及轴向方向。电荷放大器采集轴承座的振动信号,信号经数据采集箱处理后,上传到计算机进行分析。在正常和故障情况下测得轴承座水平方向的振动信号如图2所示。
绞车轴承发生故障时,测得的振动信号的幅值随电动机输出转矩的变化而变化,对其进行时频变换后,特征频率的幅值也随电动机的输出扭矩而变化。轴承座的受力情况比较复杂,包括钢丝绳的动张力、齿轮之间的啮合径向力等,因此轴承座上的外力表现为波动力,使得测量的振动信号幅值发生变化。另外,由于振动信号随轴承转动频率的变化而变化,所以当轴承存在故障时,轴承故障频率分量会随轴承转动频率而变化。可见,在进行轴承故障分析时,需对存在较大拖动力与较大转动频率阶段的振动信号进行分析,对故障特征进行提取。
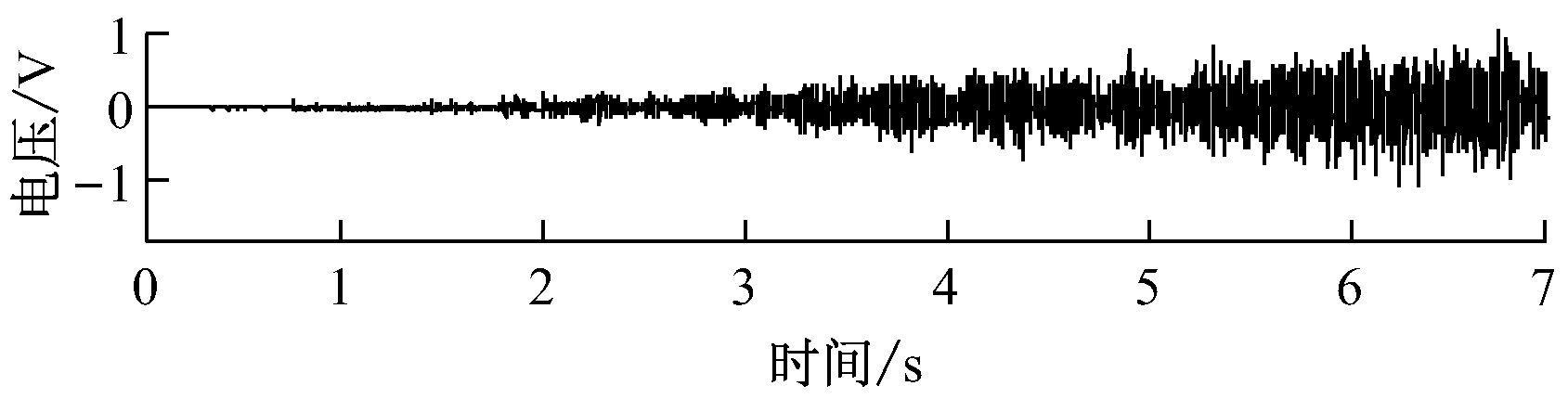
(a) 正常振动信号
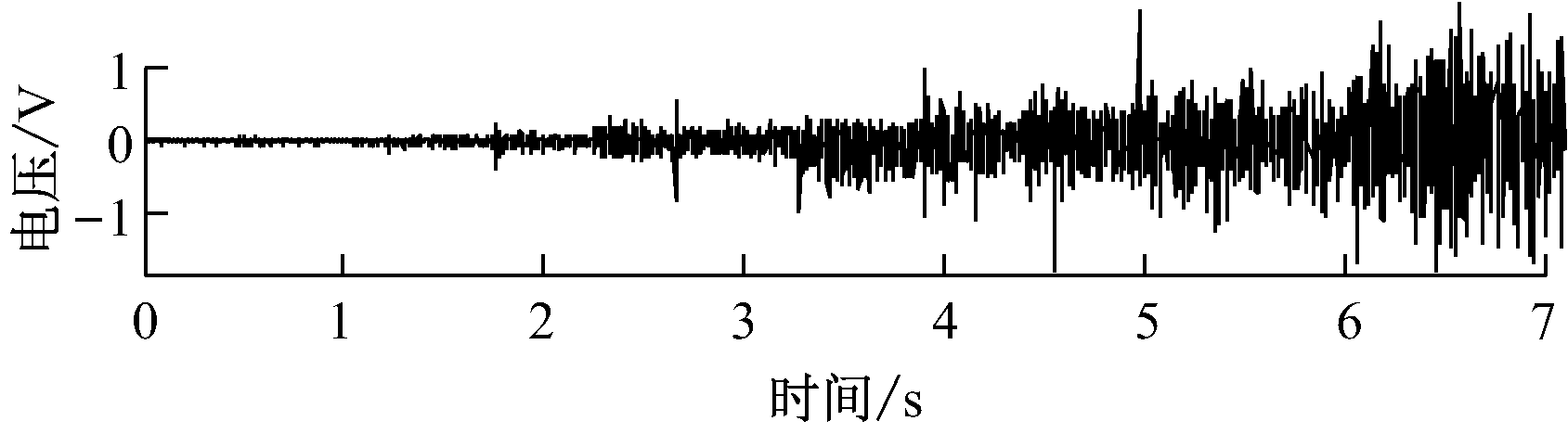
(b) 故障振动信号
图2 轴承座水平方向的振动信号
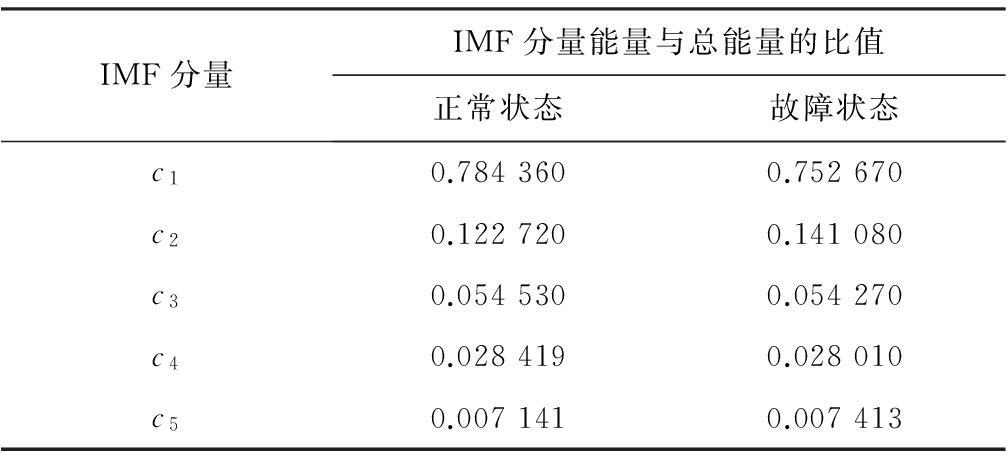
对图2所示的轴承故障信号进行EMD分解,得到分解后的IMF。IMF均方根能量为
(4)
求取前5个IMF分量的能量与总能量的比值,结果见表1。
表1 前5个IMF分量的能量与总能量的比值
根据IMF均方根能量分别计算齿轮箱轴承正常状态与故障状态下的能量值,结果见表2。
表2 轴承正常和故障状态下IMF均方根能量
由表1和表2可看出,轴承正常状态下,振动信号的瞬时频率成分能量主要集中在轴承固有频率及高阶倍频处,能量分布的不确定性较小,经EMD分解后各IMF分量的能量分布的不确定性相对减少,所得的能量值也较小。在故障状态下,固有振动频率周围存在一定的边频带,振动信号的瞬时频率成分能量分布相对均匀,受边频带的影响,所得的能量分布的不确定性较大,经EMD一次分解后得到的各IMF分量能量分布的不确定性也较大,所得的能量值偏大。
结合采集信号进行分析判断,该齿轮箱轴承故障信号存在于高频段。图3为轴承故障信号经EMD分解后的前5个IMF分量。





图3 轴承故障信号经EMD分解后的前5个IMF分量
对轴承故障信号的边际谱进行计算,结果如图4所示。通过边际谱得出故障频率为128.9 Hz,与根据轴承参数计算出的轴承滚动体故障特征频率129.6 Hz相近,因此判断为滚动体故障。
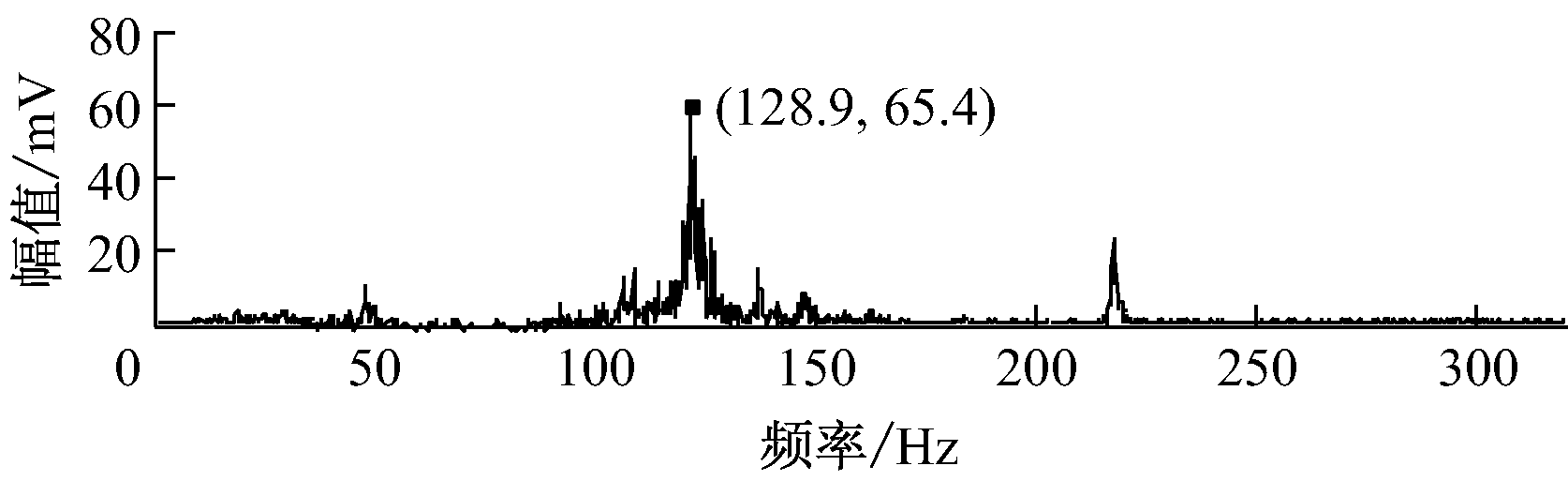
图4 轴承故障信号的边际谱
通过对煤矿绞车齿轮箱轴承振动特性进行分析,提出在较大拖动力与较大转频阶段采用EMD方法来提取轴承故障信息,得到能够提取故障频率的边际谱,进而判断轴承故障类型及发生位置。实验验证了EMD方法在检测绞车齿轮箱轴承故障方面的有效性。
参考文献:
[1] HUANG N E, SHEN Z, LONG S R, et al. The empirical mode decomposition and the Hilbert spectrum for nonlinear and nonstationary time series analysis[J]. Proceedings of the Royal Society, 1998, 454: 903-995.
[2] 庞维建,马海龙,益军.EMD滤波在煤矿电动机故障诊断中的应用[J].工矿自动化,2015,41(3):93-95.
[3] 刘自然,熊伟,颜丙生,等.EMD方法和倒频谱在齿轮箱故障诊断中的应用[J].组合机床与自动化加工技术,2014,56(9):102-104.
[4] 华伟,荆双喜,牛振华.基于经验模态分解的矿用通风机故障诊断研究[J].矿山机械,2008,36(17):17-19.
[5] LEI Y G, HE Z J, ZI Y Y. Application of the EEMD method to rotor fault diagnosis of rotating machinery[J]. Mechanical Systems and Signal Processing, 2009, 23(4):1327-1338.
[6] 周将坤.基于Hilbert-Huang变换和BP神经网络的滚动轴承故障诊断研究[D].镇江:江苏大学,2010.
QIAO Shuyun1,2
(1.College of Information and Electrical Engineering, Xuzhou Institute of Technology, Xuzhou 221111,
China; 2.School of Information and Electrical Engineering, China University of Mining and Technology,
Xuzhou 221116, China)
Abstract:According to characteristics that frequency of vibration signals of hoist gear box bearing in coal mine changes all the time under varying load and speed conditions, EMD method was adopted for fault diagnosis for hoist bearing. In phase of larger drag force and greater rotating frequency, working status of bearing is adjusted according to energy ratio and root mean square energy of IMF components of bearing vibration signal under normal status and fault status, and fault position is determined by extracting marginal spectrum of fault signal frequency. The experimental results show EMD method can detect bearing fault of hoist gear box effectively.
Key words:mine hoist; bearing of gear box; fault diagnosis; EMD method
作者简介:乔淑云(1967-),女,江苏徐州人,副教授,博士研究生,研究方向为煤矿安全生产通信与监控、智能信息处理,E-mail:qsyhchhq@163.com。 王耀辉(1981-),男,陕西咸阳人,硕士,助理研究员,主要从事煤矿开采装备开发及工艺研究工作,E-mail:wyaohui@126.com。
基金项目:江苏省大型工程装备检测与控制重点建设实验室开放课题资助项目(JSKLEDC201312);住房和城乡建设部研究开发项目(2014-k1-045);徐州市科技计划项目(KC14SM095)。 “十二五”国家科技支撑计划资助项目(2012BAK04B08);天地科技开采设计事业部生产力转化基金资助项目(KJ-2014-TDKC-02)。
收稿日期:2016-01-11;修回日期:2016-02-23;责任编辑:李明。 2015-10-26;修回日期:2016-02-05;责任编辑:李明。
中图分类号:TD633
文献标志码:A 网络出版时间:2016-04-05 11:31
文章编号:1671-251X(2016)04-0051-04
DOI:10.13272/j.issn.1671-251x.2016.04.012
乔淑云.基于EMD方法的煤矿绞车轴承故障诊断[J].工矿自动化,2016,42(4):51-54.