龚德明1, 刘同冈1, 徐昌盛2, 赵志强1
(1.中国矿业大学 机电工程学院, 江苏 徐州 221116; 2.邯郸矿业集团 郭二庄矿, 河北 邯郸 056002)
摘要:针对选煤厂块煤运输过程中因转载点落差大而导致块煤易破碎的问题,提出了一种基于PLC的块煤转载防破碎系统,重点介绍了该系统的工作原理及其PLC控制系统设计方案。该系统采用超声波料位计检测煤位信号,并由PLC根据煤位信号控制变频器调节电动拨轮的转速,使块煤缓慢输出,从而达到减小块煤破碎量的效果。
关键词:选煤厂; 块煤转载; 防破碎; 煤位检测; PLC控制系统
块煤在选煤厂[1-2]运输转载过程中不可避免地会产生破碎,使块煤的价值降低,给企业造成一定的经济损失[3-5]。目前,在块煤转载环节常用的防破碎方法有胶带缓冲式防破碎法[6]、弧形溜槽防破碎法[7-8]等。这2种方法对于小落差转载点具有显著的防破碎效果,但在大落差转载情况下效果较差。随着防破碎技术的逐渐成熟,企业对转载防破碎装置的要求不断提高[3]。本文设计了一种基于PLC的块煤转载防破碎系统。该系统在大落差转载情况下防破碎效果明显,自动化程度高,稳定可靠,同时具有防堵塞功能。
1.1 工况分析
选煤厂作业流程中,块煤需经过多个转载点。各转载点落差不尽相同,在落差较大时易发生块煤破碎现象。块煤破碎机理:块煤间的多次碰撞使其获得瞬间冲击力,当冲击力大于其内聚力时发生破碎,分解为体积更小的块煤[9]。
根据冲量定理,对碰撞前后的单个块煤进行冲量分析:
(1)
式中:F为块煤碰撞的接触力,N;t为块煤碰撞的接触时间,s;m为单个块煤的质量,kg;vt为块煤碰撞后的速度,m/s;v0为块煤碰撞前的速度,m/s;
由式(1)可知,可通过2种途径来减少块煤碰撞的接触力:① 降低块煤碰撞后的速度,减小在发生碰撞瞬间的动量变化值;② 在动量变化值一定的情况下延长块煤碰撞的接触时间。
1.2 系统机械结构
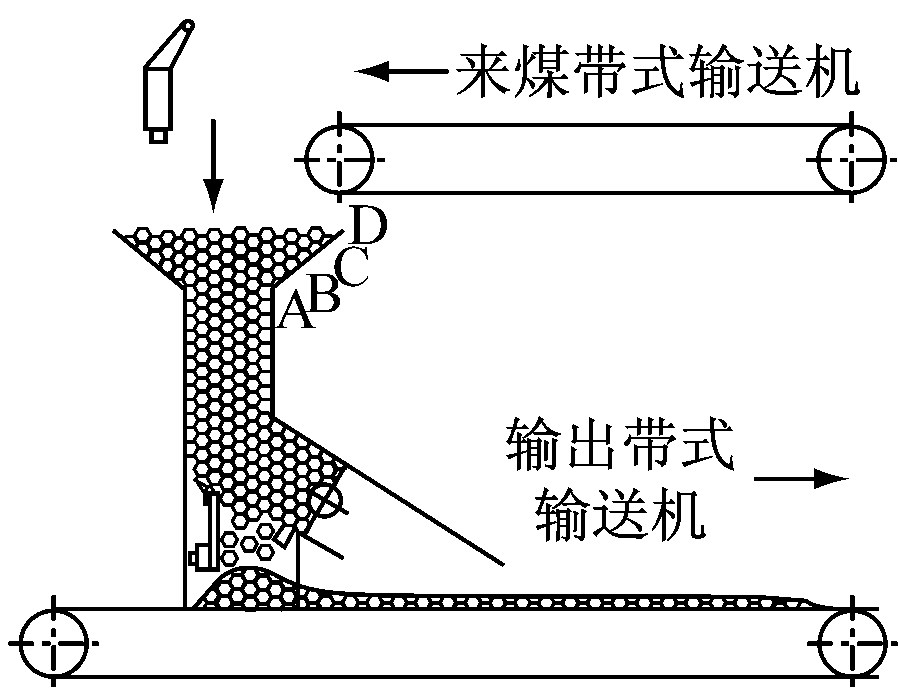
根据式(1),块煤转载防破碎系统采用拨轮式缓冲防破碎方案,如图1所示,使块煤的落差由来煤带式输送机与输出带式输送机之间的垂直距离降低为来煤带式输送机到入料斗间的距离,从而减少块煤的破碎量。系统机械结构主要包括入料斗、溜槽、煤位传感器、电动阀门、电动拨轮等。入料斗采用广口设计,用于承接来煤带式输送机的落煤;溜槽采用分段设计,用于缓冲块煤下落动能;煤位传感器用于实时检测入料斗中煤位高度;电动阀门作为辅助工具,用于输出电动机发生故障时堵塞的块煤;电动拨轮主要由电动机、减速器和拨轮组成,如图1中虚线框内所示,其中电动机选用异步电动机,减速器选用蜗轮蜗杆减速器,拔轮采用与溜槽壁紧密接触的耐磨橡胶板,用于块煤的连续输出。
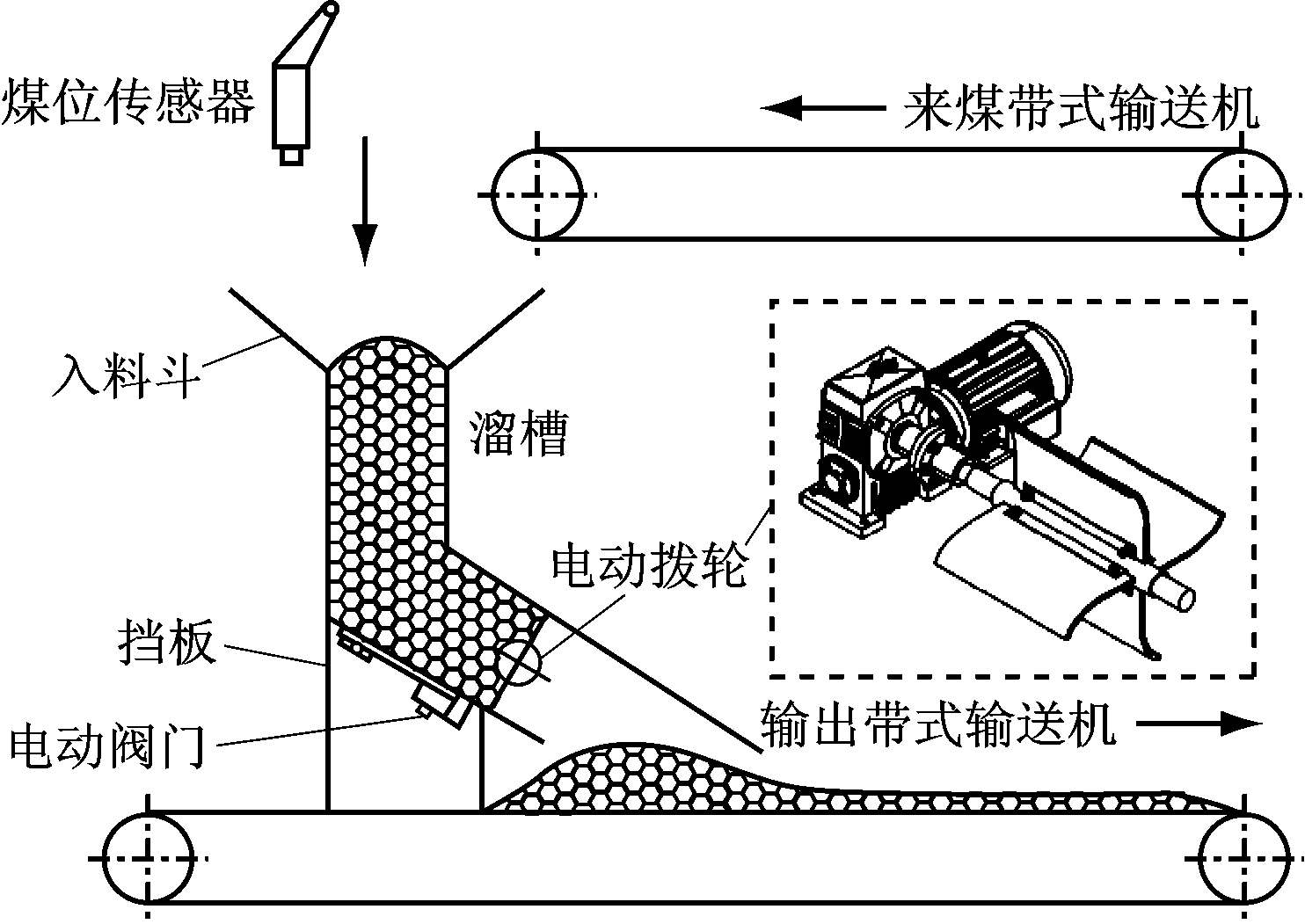
图1 块煤转载防破碎系统总体方案及机械结构
1.3 系统工作原理
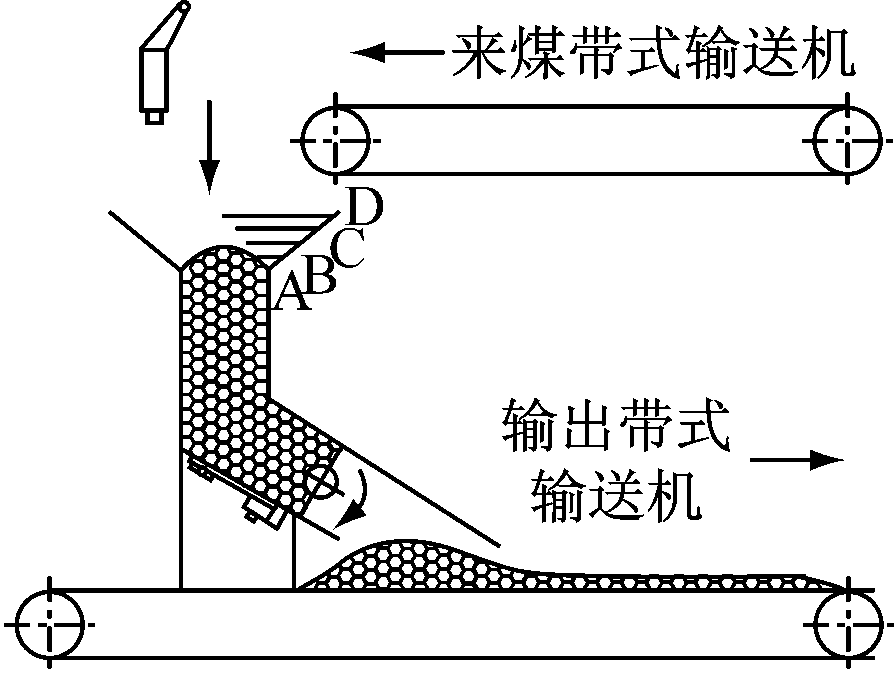
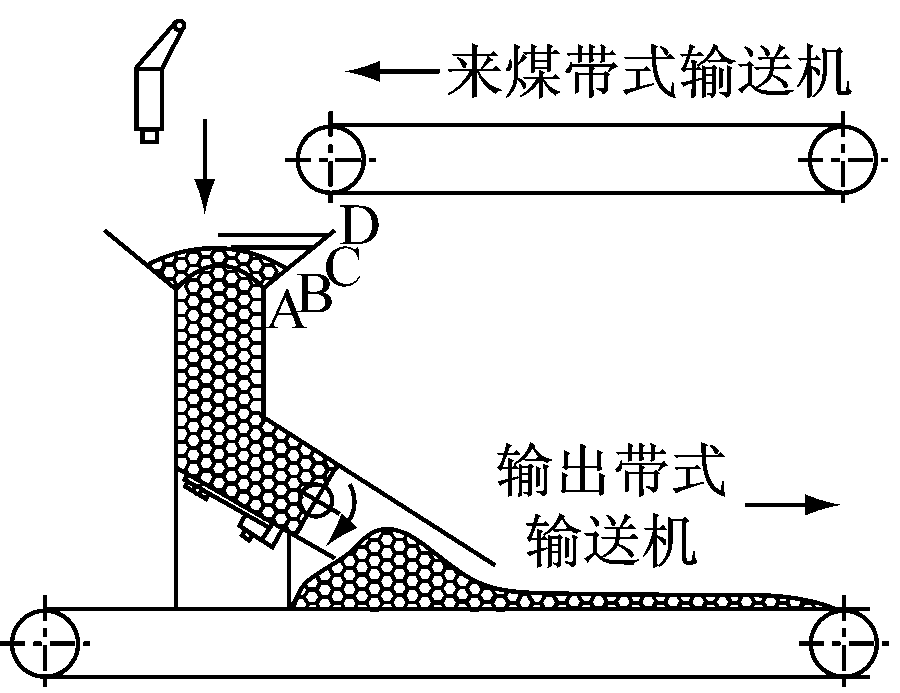
块煤转载防破碎系统工作原理如图2所示。在系统工作初期,电动拨轮静止,溜槽处于截止状态,来煤带式输送机输送的块煤在溜槽内堆积,煤位不断升高,如图2(a)所示。当煤位传感器检测到入料斗内块煤的堆积高度达到预设煤位A时,启动电动拨轮以低转速转动输出块煤,如图2(b)所示。如果来煤量少于拨轮输出量,入料斗内的煤位会缓慢降低,当低于煤位A时,通过PLC控制电动拨轮自动停止;如果来煤量大于拨轮输出量,则煤位将继续升高,当超过B时,通过变频器提高电动拨轮转速,以中转速转动输出块煤,若此时仍不能及时将来煤输出,煤位将继续升至C,通过变频器调节电动拨轮至最高转速,如图2(c)所示。当电动机发生故障,块煤无法输出而堵塞溜槽时,块煤堆积高度将继续升高至D,如图2(d)所示。为了避免发生事故,通过PLC控制报警装置报警并打开电动阀门,使溜槽内的块煤不经过电动拨轮而直接落到输出带式输送机上,待排除故障后再恢复正常工作。
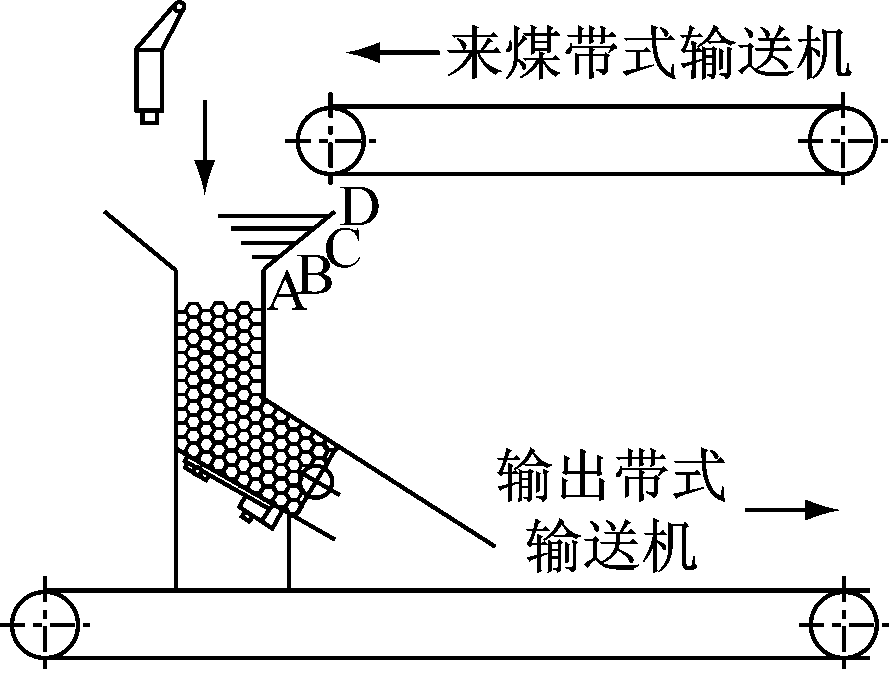
(a) 系统工作初期
(b) 煤位达到A
(c) 煤位达到C
(d) 煤位达到D
图2 块煤转载防破碎系统工作原理
2.1 PLC控制系统结构
块煤转载防破碎系统的PLC控制系统分为现场设备层、设备控制层和状态监控层,如图3所示。现场设备层主要包括煤位传感器、物位显示仪、变频器、电动拨轮、电动阀门等,其中煤位传感器检测溜槽内的煤位,物位显示仪显示煤位高度,变频器控制电动拨轮转速。设备控制层主要为PLC,实现对现场开关信号与模拟信号的检测和反馈控制。状态监控层用于对各监测信号及块煤转载防破碎系统运行状态进行集中显示。
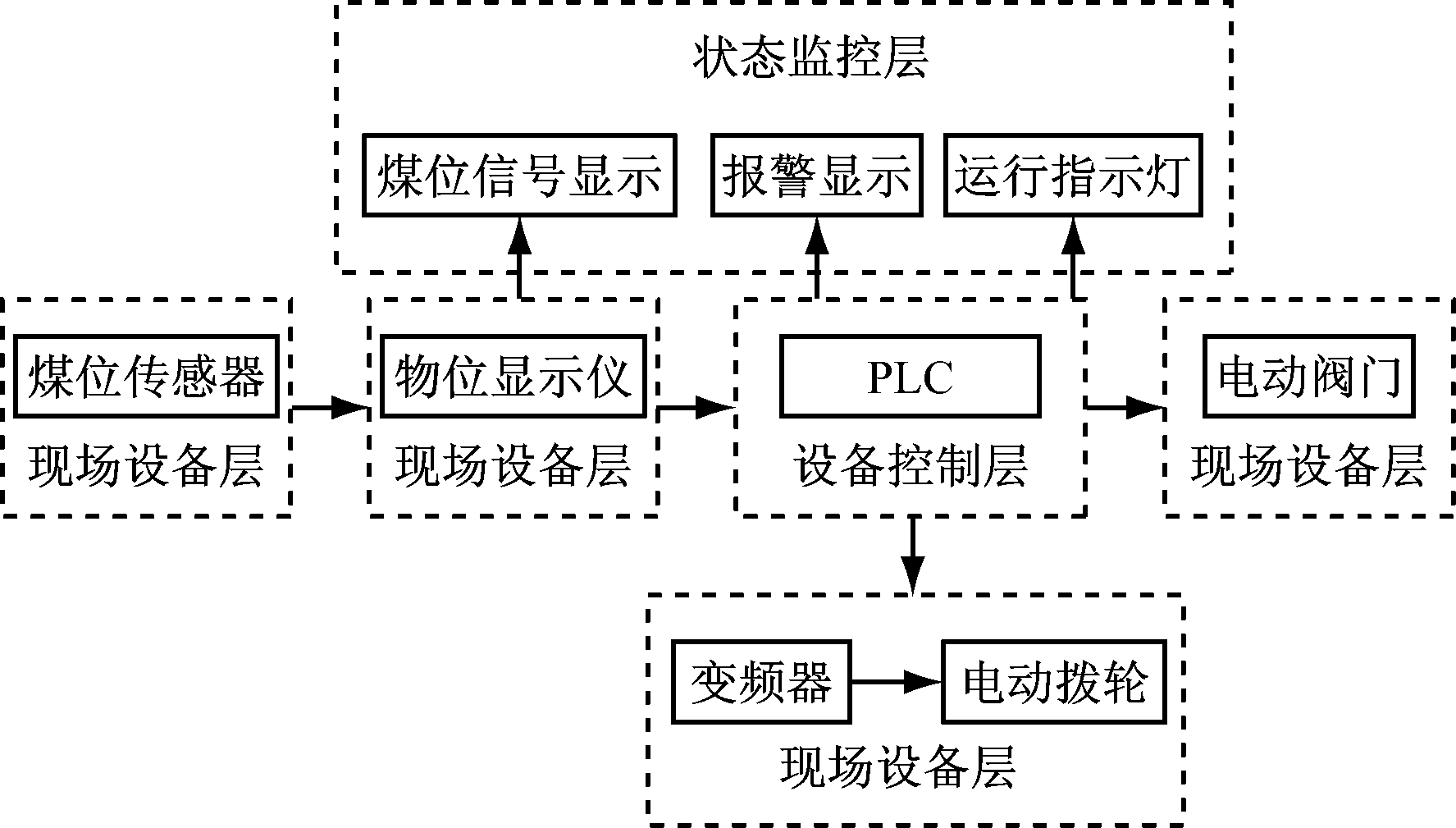
图3 PLC控制系统组成
2.2 PLC控制电路设计
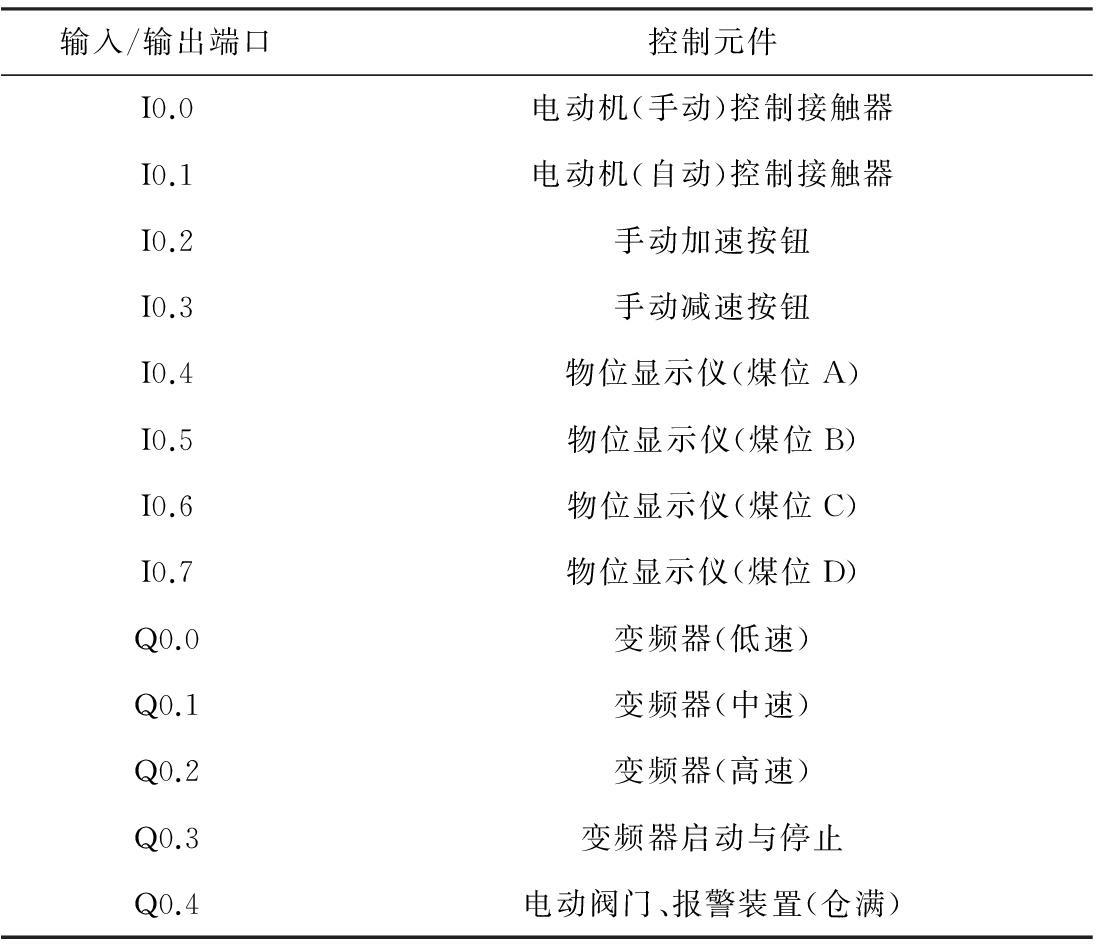
采用S7-200 PLC实现模拟数据处理、开关量逻辑控制及电动机控制。S7-200包括CPU模块、2个输入/输出模块。CPU模块接线如图4所示,其中输入模块连接物位显示仪、接触器、按钮开关和24 V直流电源;输出模块连接变频器、电动阀门、蜂鸣器及报警灯。S7-200 PLC端口地址分配见表1。
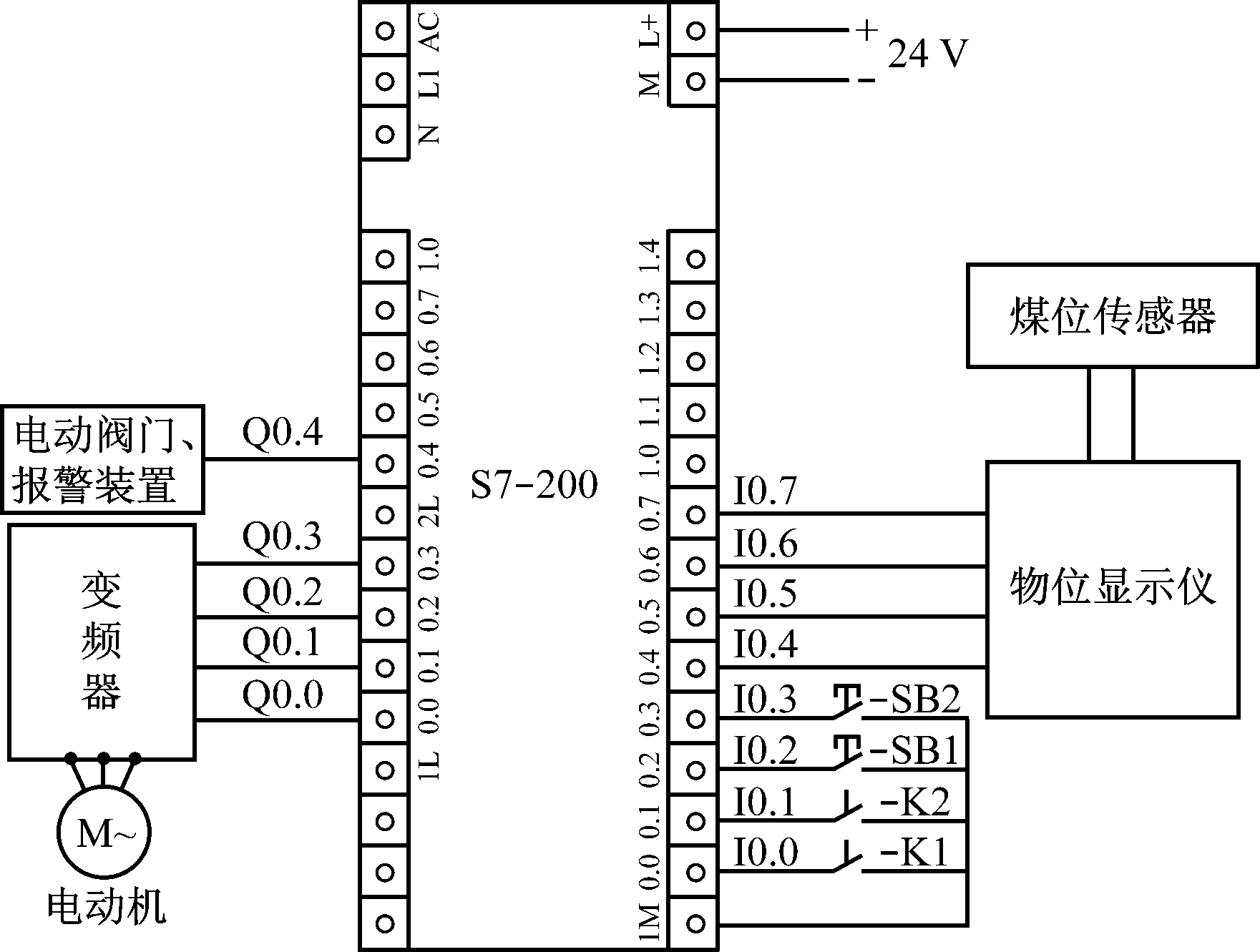
图4 S7-200 CPU模块接线
表1 S7-200 PLC端口地址分配
煤位传感器选用超声波料位计[10],可测量5 m内的煤位高度,误差较小,经济实用;选用SWP C80物位显示仪,除可显示实时煤位高度外,还具有继电器输出功能(即煤位到达设定高度输出信号),可简化PLC数据处理。
2.3 PLC控制系统工作方式
PLC控制系统具有手动和自动2种控制方式。
手动控制方式可设置电动拨轮低、中、高速。通过操作面板上的加减速按钮手动控制电动拨轮的转速,检测不同转速下输出块煤的破碎率,根据测试结果选取合适的拨轮转速。该控制方式也可用于块煤转载防破碎系统的安装调试及检修。在正常工作状态下一般采用自动控制方式。
系统采用自动控制方式时工作流程如图5所示。煤位传感器探头检测入料斗中块煤的堆积高度,并将煤位信号传输给物位显示仪,物位显示仪显示煤位高度并将信号输出给PLC。PLC根据煤位信号,通过控制变频器来改变电动拨轮转速,使块煤的落差保持在设定范围内。当煤位到达D时,PLC控制报警装置发出警报,同时控制电动阀门开启。
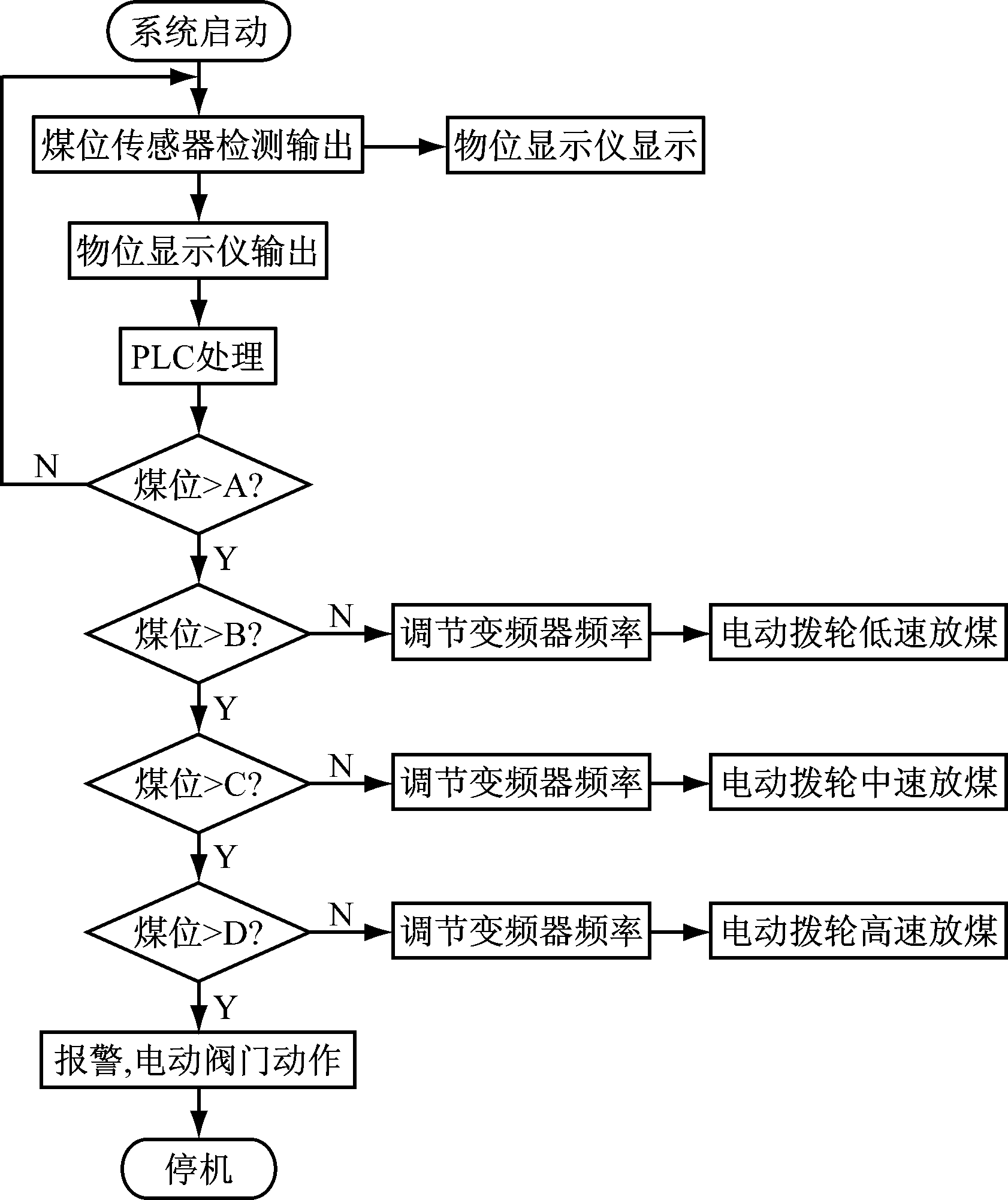
图5 系统自动工作流程
块煤转载防破碎系统通过PLC控制变频器实时调节电动拨轮的转速,使溜槽内的块煤稳定、缓慢地输出,有效降低了块煤的破碎率;采用电动阀门避免了电动机故障可能引发的事故,提高了系统的安全可靠性;通过物位显示仪显示煤位及状态信息,可使工作人员及时、准确地了解系统运行状态。与现有块煤防破碎方法相比,该系统工作可靠、维护简单、自动化程度高、防尘效果好。
参考文献:
[1] 孙庆芳,匡亚莉,桑凯,等.传感器在我国选煤厂的应用[J].工矿自动化,2014,40(2):26-29.
[2] 李科,朱云峰,王章国,等.动力煤选煤厂分级重选产品结构优化[J].工矿自动化,2015,41(6):35-39.
[3] 李大伟,林明星.基于PLC的块煤防破碎装车系统设计[J].机械设计与制造,2011(9):23-25.
[4] 郭和平,许艳玲.分流缓冲式炭块入仓防破碎机理研究[J].煤矿机械,2001(1):17-18.
[5] SHAOO R,ROACH D.Quantification of the lump coal breakage during handling operation at the gladstone port[J].Chemical Engineering and Processing Intensification, 2005,44(2):797-804.
[6] 李孟臻,李爱启.块煤转载运输防破碎自控装置,中国:02253798.8[P].2003-10-01.
[7] 王冠宇.煤矿井下主煤流胶带输送机转载点溜煤槽的设计及应用[J].水力采煤与管道运输,2007(4):28-30.
[8] 王冠宇.转载点新型波浪式防破碎溜煤槽的设计及应用[J].矿山机械,2009(4):75-77.
[9] 缪长勇,郭喜民.无烟煤防破碎的研究现状与进展[J].山东煤炭科技,2012(3):70-71.
[10] 王荣荣,杨海忠.超声测距误差补偿算法研究[J]. 工矿自动化,2012,38(12):62-65.
GONG Deming1, LIU Tonggang1, XU Changsheng2, ZHAO Zhiqiang1
(1.School of Mechanical and Electrical Engineering,China University of Mining and Technology, Xuzhou 221116, China; 2.Guoerzhuang Coal Mine, Handan Coal Mining Group, Handan 056002, China)
Abstract:For a problem that lump coal fractures easily because of large drop of transshipping point during lump coal transport in coal preparation plant, a lump coal transshipping anti-fracturing system based on PLC was proposed. Working principle of the system and a design scheme of PLC control system were introduced. The system detects coal level signals by use of ultrasonic level-meter,and uses PLC to control frequency converter to adjust speed of electric spin wheel according to the coal level signals for outputting lump coal slowly, so as to reduce lump coal fracturing.
Key words:coal preparation plant; lump coal transshipping; anti-fracturing; coal level detection; PLC control system
中图分类号:TD948.9
文献标志码:A 网络出版时间:2016-03-07 15:11
作者简介:龚德明(1992-),男,重庆人,硕士研究生,研究方向为矿山机械故障诊断与保护,E-mail: nano@cumt.edu.cn。
基金项目:江苏省自然科学基金资助项目(BK20131114)。
收稿日期:2015-11-04;修回日期:2016-01-15;责任编辑:李明。
文章编号:1671-251X(2016)03-0012-04
DOI:10.13272/j.issn.1671-251x.2016.03.003
网络出版地址:http://www.cnki.net/kcms/detail/32.1627.TP.20160307.1511.003.html
龚德明,刘同冈,徐昌盛,等.基于PLC的块煤转载防破碎系统设计[J].工矿自动化,2016,42(3):12-15.